
Submitted:
21 September 2025
Posted:
25 September 2025
You are already at the latest version
Abstract
Sustainability assessment, incorporating environmental, economic, social aspects and gender dimensions, is crucial for sustainable process routes. This is especially critical during the early stages of product design and development. This study applies a Safe and Sustainable by Design (SSbD)–aligned eco-design analysis and LCA methodology to evaluate and improve the sustainability performance of complex geometry parts manufacturing routes. As a case study, the conventional production routes of five use cases are systematically assessed to identify opportunities for sustainability improvement. For each use case, detailed process trees are developed to map material and process flows, enabling a comprehensive life-cycle inventory analysis. The evaluation employs a multi-criteria assessment approach (MCAA) that integrates environmental, economic (including raw material criticality), chemical risk assessment, and gender-responsive social dimensions. These criteria are quantitatively scored using the C-MET-ESG framework (Criticality; Materials, Energy, Toxins; Environment, Social, Gender). The outcomes are synthesised into colour-coded hotspot tables highlighting high or low-impact materials, processes, and social vulnerabilities across the life cycle. Based on an eco-design checklist developed, recommendations are provided, including substituting high-critical alloys with less-critical alternatives, improving material efficiency, and embedding inclusive workplace practices to mitigate gender inequalities. Again, replacing CNC machining and hazardous chemical post-processing steps with laser- and additive manufacturing - Laser Powder Bed Fusion, along with advanced laser-based post-processing techniques. The resulting hazard-aware, socially inclusive, and technically robust framework demonstrates how integrating life cycle in early-stage product design enhances environmental performance, strengthens social responsibility, and improves economic and supply-chain resilience. These outcomes contribute to achieving multiple UN Sustainable Development Goals—particularly SDGs 3, 5, 8, 9, 10, 12, 13, and 15. Furthermore, it provides a transferable MCAA model for sustainable manufacturing in existing and emerging technologies.
Keywords:
sustainable design
; life cycle
; eco-design
; additive manufacturing
; multi-criteria analysis
; CNC machining
1. Introduction
Growing Concerns Around Sustainable Manufacturing and Materials
Globally, there is growing concern for sustainable manufacturing and production due to the escalating environmental and social burdens associated not only with industrial processes but also with the materials that enter them. While manufacturing accounts for approximately 40% of total energy use and contributes more than 10% of global greenhouse gas emissions [1,2], these figures do not fully capture the upstream impacts embedded in the materials themselves.
From extraction to processing, raw materials carry significant environmental and social consequences—responsible for over 60% of global greenhouse gas emissions and more than 90% of biodiversity loss and water stress [3]. These early life cycle stages are also linked to low wages, hazardous labour conditions, land-use conflicts, and the displacement of Indigenous communities, with women often facing disproportionate risks, particularly in informal sectors [4,5,6].
European Policy Response: The Green Deal, SDGs, and Raw Materials Criticality
The United Nations Sustainable Development Goals (SDGs1), adopted in 2015 as part of the 2030 Agenda, consist of 17 global goals aimed at ending poverty, protecting the planet, and ensuring prosperity for all. They address social, economic, and environmental challenges worldwide and promote inclusive progress to “Leave No One Behind,” guiding countries to work together on issues like health, clean energy, sustainable industry, and climate action.
Building upon this global framework, regions and nations have translated the SDGs into strategic policy initiatives tailored to their specific contexts. In Europe, sustainability imperatives are driving major transformations through the European Green Deal [7] . This ambitious roadmap targets climate neutrality by 2050, centring sustainability in the EU’s industrial and economic policies. The Green Deal fosters innovation in cleaner production processes, circular economy approaches, and energy efficiency improvements, thereby pushing the manufacturing sector to lower its environmental footprint and improve resource use. The Green Deal explicitly advances multiple SDGs, notably SDG 7 (Affordable and Clean Energy), SDG 8 (Decent Work and Economic Growth), SDG 9 (Industry, Innovation and Infrastructure), SDG 12 (Responsible Consumption and Production), SDG 13 (Climate Action), and SDG 15 (Life on Land), by promoting emissions reduction, clean technology transitions, resource efficiency, biodiversity conservation, and social inclusivity.
Integral to this approach is the EU’s focus on raw materials criticality, visible in legislative efforts like the Critical Raw Materials Act [8] and comprehensive strategic assessments [9]. These policies aim to secure sustainable and resilient raw material supply chains by identifying, monitoring, and mitigating geopolitical, environmental, and social risks related to critical raw materials, such as cobalt and rare earth elements. By embedding raw materials criticality rating into broader sustainable manufacturing agendas, the EU strengthens SDG 9 on resilient infrastructure and SDG 12 on responsible production.
Safety-related considerations—encompassing occupational health in manufacturing and consumer product safety—are also increasingly integrated within the EU’s regulatory framework for sustainable manufacturing [7]. These efforts align with SDG 3 (Good Health and Well-being), fostering safer work environments and healthier populations.
The Challenge of Complex-Shaped Parts
Complex-shaped parts—such as those with internal channels, lattice structures, or organic forms—are challenging to produce using traditional manufacturing methods. Processes like CNC (Computer Numerical Control) machining offer precision but are inefficient for internal geometries. This generates significant material waste. Various studies established challenges of CNC and casting methods, such as low energy efficiency [10], spatial limits in CNC-based systems [11], high material requirement, as well as resource and performance inefficiency [12]. Casting can produce intricate external shapes but is limited in internal detail and requires costly tooling. Forming methods are efficient at scale but constrained in shape complexity. Joining multiple simple parts adds flexibility but introduces additional weight, labour, and potential failure points.
Additive Manufacturing as a Game-Changer
Additive Manufacturing (AM) addresses these limitations by building parts layer by layer from digital models. It enables new design freedom, including internal structures that are difficult or impossible to produce with conventional methods. AM has high potential to reduce material waste and tooling requirements. This potentially allows the integration of multiple components into a single part. Laser-based AM processes, such as Laser Powder Bed Fusion (LPBF), are particularly suited for producing high-performance metal components with fine detail and complex-shaped parts geometry [13,14]. These processes are increasingly used in aerospace, medical, and tooling applications. However, AM also brings challenges such as anisotropic material properties, surface roughness, residual stresses, and often extensive post-processing needs [11]. Despite this, AM represents a paradigm shift—offering new opportunities and design possibilities for creating complex components that perform rather than conforming to the constraints of traditional processes.
The Role of Post-Processing
Post-processing plays a critical role in both conventional and additive manufacturing, though its requirements differ. Both additive and subtractive manufacturing may require post-processing treatments, such as surface finish machining or rework, as well as chemical or heat treatment. For subtractive manufacturing, these are generally standardised and integrated into production lines for volume production. In AM, however, post-processing can be more intensive for complex-shaped parts, which include support removal, heat treatment, surface smoothing, and secondary machining. The purpose of these post-processing steps is to reduce surface roughness and address issues like internal porosity or anisotropy [11]. These process steps are crucial for ensuring the reliability and performance of the complex-shaped parts, but also impact cost, throughput, and scalability.
Functional Surface Enhancement via Laser Technologies
Laser-based surface treatments offer powerful post-processing capabilities. Laser polishing can significantly reduce surface roughness—especially important for internal and hard-to-reach geometries—without altering the part’s shape. Conversely, direct laser interference patterning allows for the generation of regular micro- and nanoscale structures inspired by nature. These textures—such as lotus-leaf-like water repellence or shark-skin-like drag reduction—can be tailored to improve wear resistance, light absorption, fluid dynamics, or antibacterial performance [15]. By integrating such functional treatments directly into the manufacturing chain, parts can be both smoothed and functionally enhanced in ways that conventional processes cannot achieve.
Eco-Design: Opportunities and Limitations
Eco-design traditionally focuses on reducing environmental impacts throughout a product’s life cycle—via resource efficiency, reparability, durability, and recyclability. It is commonly applied in consumer electronics, but its development for emerging manufacturing technologies is less advanced. While frameworks like ISO 14006:2020 [16] and the EU Eco-design Directive (2009/125/EC) offer guidance (Directive 2009/125/EC, 2009), they often focus on energy-related products and provide no universal standards for complex industrial systems. Thus, applying eco-design in high-tech manufacturing contexts remains challenging. Life cycle thinking remains essential in addressing such challenges.
Safe and Sustainable by Design (SSbD)
To complement eco-design and address safety concerns, the European Union introduced the Safe and Sustainable by Design (SSbD) framework. It promotes the development of inherently safer materials, processes, and products while supporting innovation and competitiveness [7]. The design phase of SSbD builds on eco-design principles by aiming to improve environmental performance early in development. However, it goes further by incorporating chemical risk assessment and emphasising the avoidance of hazardous substances. This integration ensures that safety is considered alongside sustainability from the outset. Following the design phase, the validation phase evaluates the safety and sustainability of the technology across a product's entire life cycle. The overall SSbD framework outlines five key steps, including hazard assessments, evaluations during production and use phases, environmental sustainability assessments, and socio-economic reviews.
Multi-Criteria Assessment Approach for Sustainable Manufacturing
The multi-criteria assessment approach (MCAA) encompasses a set of methods for performing sustainability evaluations and making informed decisions. This is a result of its flexibility and the possibility of facilitating dialogue among multiple stakeholders, including analysts, policymakers, and scientists [17]. MCAA is designed primarily to provide recommendations necessary for informed decision-making that align with the highest standards of sustainability. However, many conventional MCAA approaches tend to prioritise technical and environmental metrics, while treating social aspects—especially gender-sensitive vulnerabilities—and chemical safety only superficially. For instance, the study [17,18] reported an increase in the use of Multi-Criteria Decision Analysis (MCDA) methods without a classic application of sustainability indices [5]. The methodology of the MCDA similarly follows the guidelines of the LCA and applies to all emerging technologies.
For the above perspective, this study applies an eco-design approach, together with Safe and Sustainable by Design (SSbD) criteria, to develop recommendations for emerging technologies. The analysis focuses on conventional production methods—specifically, CNC machining and casting—across the five use cases. This MCA methodology is structured in accordance with the principles of life cycle assessment (LCA). These are evaluated within a framework covering Criticality, Material use, Energy consumption, Toxicity, Environmental impact, Social aspects, and Gender considerations (C-MET-ESG). Each criterion is scored, and the results are visualised in C-MET-ESG hotspot tables using a colour coding system. The results are interpreted through the application of an eco-design checklist. Finally, the outcomes are translated into recommendations to improve sustainability and safety across all five use cases.
This multi-criteria methodology supports robust decision-making aligned with the highest standards of sustainability for emerging technologies. It enables the systematic identification of trade-offs and opportunities. Consequently, this ensures that technological advancements are guided by safety, reduced negative environmental and social impacts along the supply chain, enhanced raw material resilience, and social responsibility. This study aims to build upon existing multi-criteria decision analysis (MCDA) frameworks applied in sustainable manufacturing. Thus, it integrates environmental, economic, and social dimensions to balance complex sustainability goals.
2. Materials and Methods
2.1. Use Cases Description
The study is applied to the following five use cases. The material composition used specifically in the CNC production method is provided in Table 1 to Table 3.
Use Case 1: Generic component payload “Clamp Band” for launchers in the aerospace industry.
- Product function: The clamp band serves as a separation system for medium and large-sized commercial telecommunication satellites on the Ariane rocket. It enables satellites to attach to the rocket and separate precisely during the flight.

Table 1.
Elemental Composition for Use Case 1.
| Material (Aluminium 7075) |
Mass (%) |
|---|---|
| Al | 89.0 - 91.6 |
| Cu | 1.2 – 2.0 |
| Mg | 2.1 – 2.9 |
| Zn | 5.1 – 6.1 |
| Others < 1% | Fe (max 0.5), Mn (max 0.3), Si (max 0.4), Ti (max 0.2), Cr (0.18 – 0.28) |
Use Case 2: “Pivot Bracket” and Use Case 3: “Lever” in the aviation industry.
- Product functions: The pivot bracket provides a fixed point, and the lever acts as the moving component in an actuator within the A350 belly fairing. This actuator controls the angle of attack of the NACA profile inside the engine nozzle, which modulates thrust, exhaust expulsion, and mass flow rate.
- The main material composition of the pivot bracket and lever consists of titanium (Ti), aluminium (Al), and vanadium (V), with trace elements such as iron (Fe) and carbon (C) illustrated in Table 2..
Table 2.
Elemental Composition for Use Cases 2, 3 and 5.
| Material (Ti6Al4V) |
Mass (%) |
|---|---|
| Ti | 91.0 |
| Al | 5.5 |
| V | 3.5 |
| Others < 1% | Fe (< 0.3), O (<0.2), H (<0.0015), C (<0.08), N (<0.05) |
Use Case 4: Femoral component of a “Knee Implant” in biomedical applications
- Product function: This unicompartmental knee implant component restores knee joint movement.
- The main component of the knee implant is made from a cobalt-chromium-molybdenum (CoCrMo) alloy, as shown in Table 3.
Table 3.
Elemental Composition for Use Case 4.
| Material (CoCrMo) |
Mass (%) |
|---|---|
| Co | 63.0 - 68.0 |
| Cr | 27.0 – 30.0 |
| Mo | 5.0 – 7.0 |
| Others < 1% | Ni (<0.5%), Fe (<0.75%), C (<0.35%), Si (<1%), Mn (<1%), W (<0.2%), P (<0.02%), S (<0.01%), N (<0.25%), Al (<0.1%), Ti (<0.1%), B(<0.01%) |
Use Case 5: “Trauma Plate” in biomedical applications
- Product function: Trauma plates serve as reconstruction devices that support bone fracture healing.
- The trauma plate, composed of titanium, aluminium, and vanadium as the main materials, as listed in Table 2.
2.2. Life Cycle Assessment Approach
The Life Cycle Assessment (LCA) methodology (ISO 14040) [20], adapted for the study, involves five key steps illustrated in Figure 1. Each stage and its application for the assessment are further described.
2.2.1. Goals & Scope
The goal of the assessment is to evaluate multi-criteria impacts: criticality, energy demand, material use, toxicity, environmental impacts, and social and gender aspects—across the use cases. The functional unit of the assessment is defined as the quantity of annual production (part) for each use case. For use case 1, a 230 parts production is considered, while use cases 2 and 3 are 60 parts and use cases 4 and 5 are 10,000 parts per annum. The scope of the assessment focuses on the conventional production process, including post-production steps.
The system boundary applied to all relevant life cycle stages (LCS) considered for each use case, using the life cycle perspective in Figure 2. Here, the material and product flow across the LCS is identified and presented in the form of process diagrams, referred to as process trees (e.g. Figure 4). Different process trees can be developed depending on the system boundaries defined for a given analysis, as these boundaries significantly influence the focus and depth of sustainability assessments. Such diagrams may vary in complexity, as demonstrated in Figure 2, Figure 4, and Figure 5. Figure 3 illustrates a simplified process tree focused on the CNC-machined production stage, common among the use cases. In contrast, Figure 4 provides a detailed Cradle-to-Grave process tree, encompassing upstream processes for all elements of the aluminium alloy, including the processing steps for aluminium itself, as well as auxiliary materials such as the carbon anode used in the Hall-Héroult process and the tungsten tool, coolant, and lubricant used during production and use phases. Figure 5, on the other hand, depicts a process tree specific to Use Case 4 (Knee Implant), offering a more targeted representation tailored to the particularities of that product system.
The materials considered include not only the primary material flows within the production process, but also auxiliary materials such as chemicals, water, and gases required during manufacturing. The upstream supply chain—covering extraction and processing—of all relevant materials is analysed from a life cycle perspective in Figure 2. A cutoff criterion of 0.5% by mass is applied for materials used.
Figure 2.
The system boundary for the use cases.
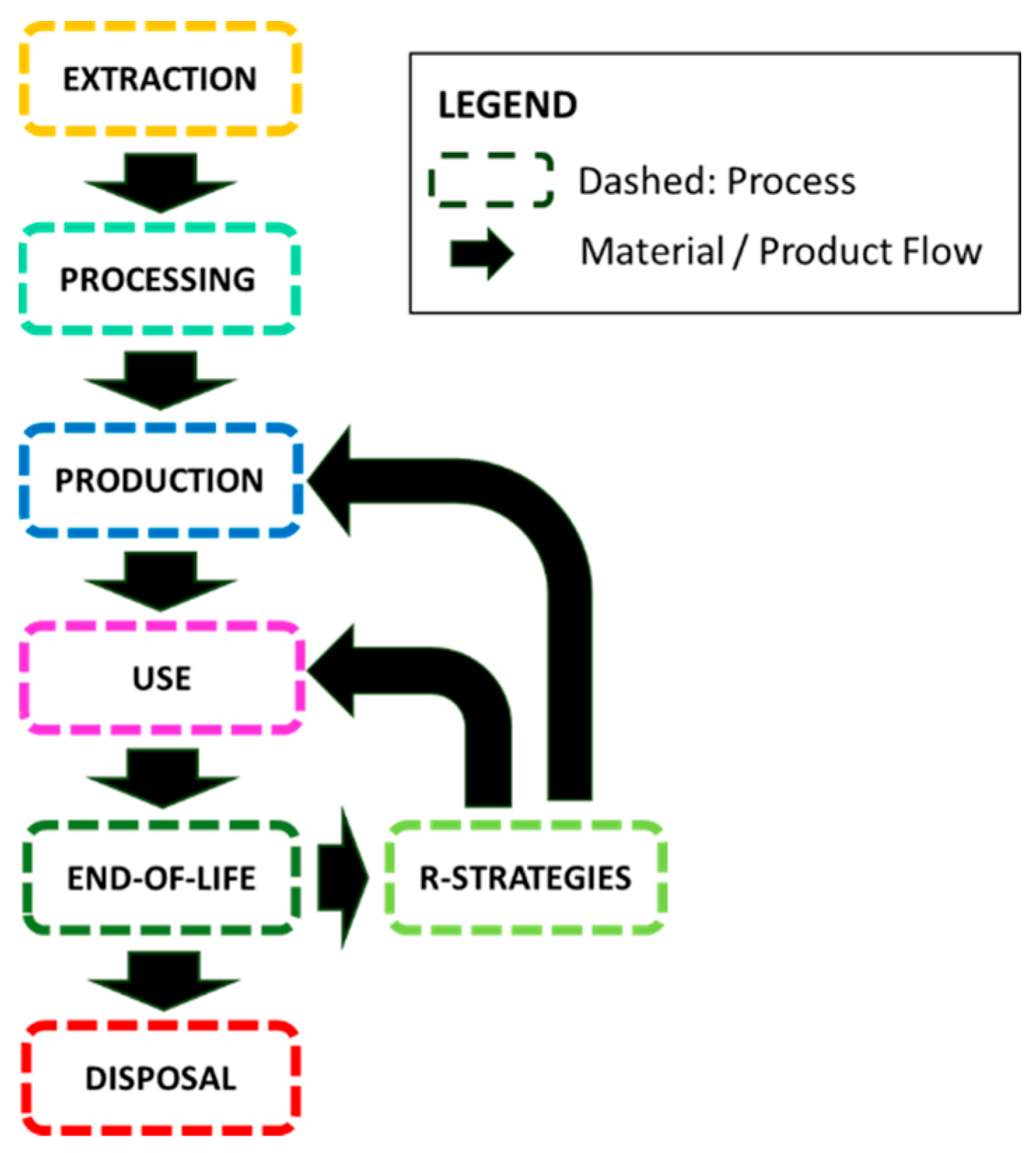
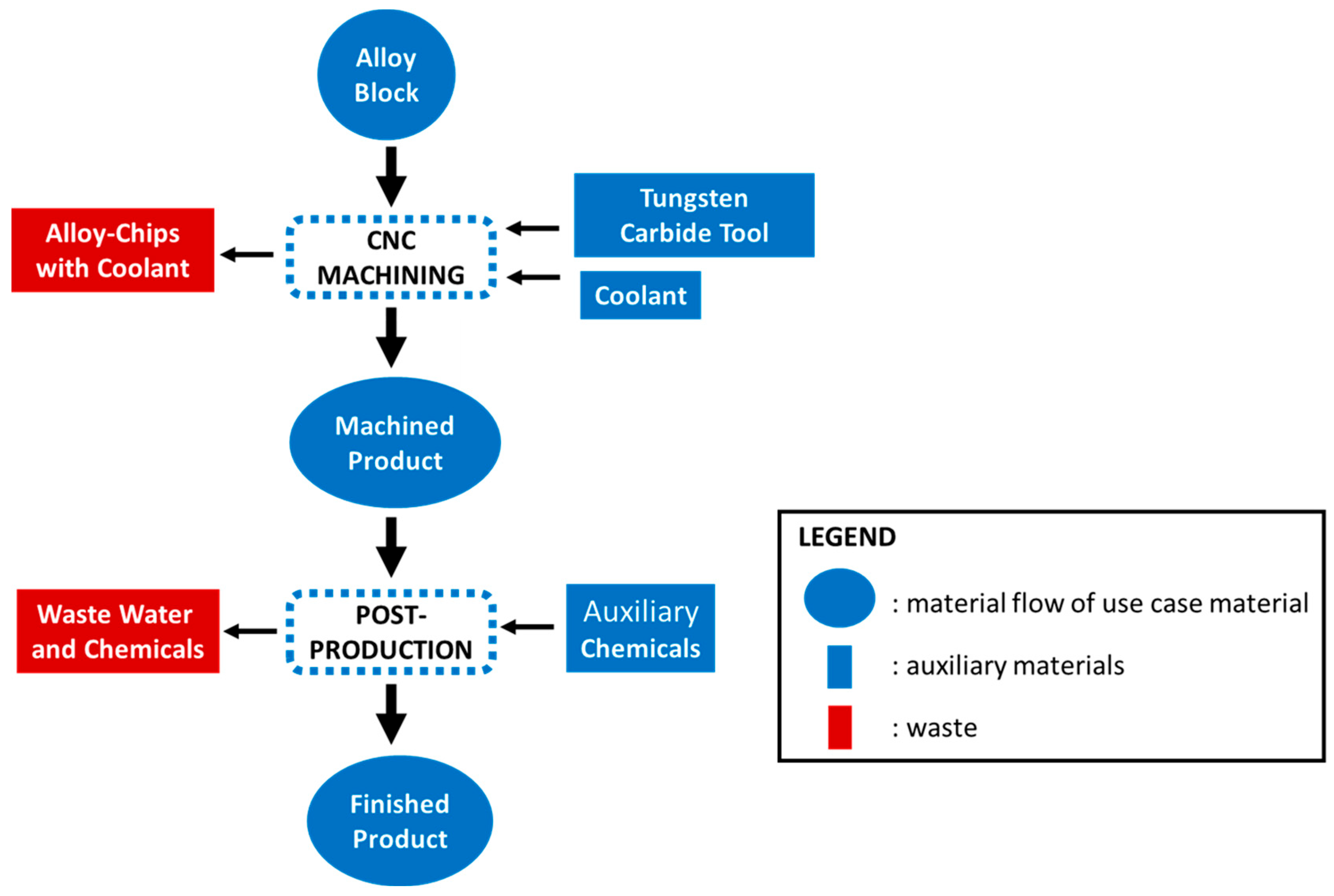
Figure 3.
Material and product flow for conventional production (CNC), applicable to all use cases. It presents the main steps of this production route, including all input-output material.
Figure 3.
Material and product flow for conventional production (CNC), applicable to all use cases. It presents the main steps of this production route, including all input-output material.
2.2.2. Life Cycle Inventory
The Life Cycle Inventory (LCI) collects input-output data based on the Criticality, Material, Energy, Toxins (C-MET) analysis, extended with Environmental, Social, and Gender (ESG) aspects—referred to as C-MET-ESG. This framework captures both quantitative and qualitative information across the product life cycle, including material use, energy consumption, waste, and emissions, as well as environmental and social impacts, with a specific focus on gender-related risks. The evaluation of upstream processes relies solely on secondary data from scientific literature. Moreover, it considers the primary extraction and processing country for each material, with exceptions such as artisanal and small-scale mining, which are addressed only when particularly relevant (e.g., cobalt). The production stage and downstream data are obtained from databases, scientific literature and industry expert workshops through structured questionnaire surveys.
The primary purpose of the C-MET-ESG analysis is to gain a comprehensive understanding of the technical processes, geographical context, and potential environmental and social hotspots within each use case. The definitions of each C-MET-ESG criterion are provided in Table 4.
2.2.3. Life Cycle Impact Analysis (LCIA)
The Life Cycle Impact Assessment (LCIA) is structured around three main assessment approaches: C-MET-ESG analysis, chemical risk assessment, and the eco-design checklist. A brief overview of each approach is provided below.
C-MET-ESG Analysis
A C-MET-ESG analysis was conducted to analyse the data collected through the C-MET-ESG framework, with the results presented in the form of C-MET-ESG hotspot tables. These tables are designed to highlight, in a form of colour-coded hotspot, key impacts and risks by applying a structured scoring and weighting methodology. Within each hotspot table, two types of scoring are distinguished: one focusing on the evaluation of raw materials criticality, and the other on the aggregated scoring of the MET-ESG criteria.
Scoring criteria of raw material criticality (CM) and strategic material (SM) are based on economic importance (EI) and supply risk (SR). These scores are adopted from the EU critical raw materials list [9], normalised from EU scores and weighted by the amount of raw material in the final product. It applies only to raw materials. Economic importance is defined as “providing insight into the importance of a material for the EU economy in end-use application and value added of the corresponding designation”. Supply risk is defined as “the risk of a disruption in the EU supply of the material with the corresponding designation”. It is based on the concentration of primary supply from raw materials, considering the producing countries, their governance performance, and trade aspects. SR is measured as the ‘bottleneck’ stage of the material (extraction or processing), which presents the highest supply risk for the EU. Substitution and recycling are considered risk-reducing measures. Critical raw materials are both of high economic importance to the EU and carry a significant risk of supply disruption. A material is considered critical if the SR ≥ 1.0 and EI ≥ 2.8. A strategic raw material is characterised as important for strategic areas such as renewable energy, digital, aerospace and defence technologies. Additionally, they are forecasted to have high demand growth, along with difficulty in scaling production to meet that demand.
Scoring of the MET-ESG criteria (from 1 to 10) is assigned across material, energy, toxins, environmental, social and gender categories. Scoring is computed by field experts through a survey workshop, together with the application of thematic knowledge from secondary data. A score of 1 indicates low risk and low impact, and a score of 10 represents significant risk and high impact, as defined in Table 5. These numeric scores are illustrated in a visual, colour-coded format, where green indicates low impact and red indicates high impact. This colour coding is applied within each category (e.g., energy demand relative to other energy demands). These steps were conducted in both non-weighted and weighted forms. The non-weighted analysis represents the impacts along the life cycle stages according to the MET-ESG categories, as absolute impacts occur. In contrast, the weighted analysis accounts for the relative mass-based contributions (wt%) of individual materials to the final manufactured product and its associated overall impact. Both materials and processes are weighted according to their proportional presence in the end product, resulting in weighted impact tables that enable the prioritisation of critical impact areas.
The social assessment along the LSC considers the working situation in the specific geographic location at each life-cycle stage, integrating national and sectoral data wherever available [5]. This includes both formal industrial operations and informal or artisanal activities, recognising that working conditions, labour standards, and social vulnerabilities can vary substantially by context and production phase.
Gender dimension acknowledges that each stage, from raw material extraction to processing, production, use, and end-of-life, can interact with gender in ways that may reinforce inequalities or help promote more equitable outcomes. The gender sensitive dimension analysis review documented gender-related differences, followed by a targeted evaluation of risks faced across the life cycle stages [5]. The assessment evaluates these risks according to their likelihood and significance, systematically integrating them into a multi-criteria analysis. This approach supports more sustainable and equitable material use and technology policy [23].
Chemical Risk Assessment
Chemical Risk Assessment (CRA) is performed for post-processing stages, aligning with the European Commission’s Safe and Sustainable by Design (SSbD) framework [7,24]. The assessment of chemicals and materials is structured around three interconnected concepts, detailed in Table 6.
- Criteria define the specific endpoints or parameters under evaluation, such as carcinogenicity, persistence, bioaccumulation, or acute toxicity.
- Within each criterion, levels classify the degree of concern based on intrinsic hazard, ranging from Level 0 (highest concern and priority for substitution) to Level 2 (lower concern but requiring review or risk reduction).
- Complementing these, H numbers (hazard numbers) are semi-quantitative scores primarily applied in production and processing risk assessments to indicate the magnitude of safety hazards under specific exposure scenarios: H1 represents high risk that requires immediate mitigation or substitution, whereas H2 denotes medium risk requiring monitoring and risk reduction.
Table 6.
Hazard risk assessment matrix.
| Aspect | Term | Description | Meaning/Implication | Priority/Action |
|---|---|---|---|---|
| Assessment parameter | Criteria | Specific hazard or sustainability endpoints evaluated (e.g., carcinogenicity, toxicity, persistence). | Defines what is assessed. | Basis for assessment. |
| Classification | Levels | Categories rank severity or concern within each criterion (e.g., 0, 1, 2). | Degree of hazard or concern. | Level 0 = highest concern. Level 1 = chronic effects needing. Level 2 = other hazards needing review. |
| Hazard Score | H Numbers | Semi-quantitative hazard scores are primarily used in production/processing risk assessments. | Represents the magnitude of hazard/exposure. | H1 = High risk, prioritise substitution/modification. H2 = medium risk, flagged for review/reduction. |
Together, these elements enable structured screening, prioritisation, and decision-making to align chemical innovation with SSbD principles.
Eco-Design Checklist
The eco-design checklist, which was developed to support sustainable design practices, is a series of questions and considerations used to understand the current environmental, social, and economic footprint of the use cases produced by conventional production. It is developed following UNEP Design for Sustainability: A Step-by-Step Approach [25] and aligned with the EU Directive 2009/125/EC [26]. The checklist corresponds to the eco-design approach detailed in Article 1 of EU Document 52022PC0142, addressing topics such as: product durability and reliability; product reusability; product upgradability, reparability, maintenance, and refurbishment; the presence of substances of concern in products; product energy and resource efficiency; recycled content in products; product remanufacturing and recycling; products’ carbon and environmental footprints; and products’ expected generation of waste materials.
The checklist questions (Appendix A) are structured around five main eco-design strategies—Use of Low-Impact Materials, Resource Efficiency, Design for Functionality, Contribution to Health and Social Well-being, and Design for Recyclability—and are systematically applied to each use case. This approach enables identification of improvement opportunities for the use case production compared to conventional production, thereby advancing the sustainability and eco-efficiency of the products.
2.2.4. Interpretation and Communication
Following the data collection and subsequent analysis, a summary of key recommendations has been developed to guide the production of use cases. These recommendations are intended to support and enhance the sustainability of products associated with emerging technologies. By integrating sustainability considerations into the early stages of use case design and development, the proposed framework aims to encourage resource efficiency, reduce environmental impact, and promote long-term viability. This strategic approach ensures that sustainability is embedded not as an afterthought, but as a core component of innovation within the evolving technological landscape.
3. Results
3.1. Life Cycle Inventory
Life cycle description of the Use Cases
The life cycle of the use cases are graphically presented in process and material flow, termed as “process trees” based on the life cycle stages information. Also, the material, energy use, chemicals and process details are classified. An example of the Knee Implant use case is presented in Figure 5, where all steps from raw material extraction to end-of-life are briefly summarised. A comprehensive overview of the process trees for all five use cases is shown in Appendix (Figure A 1), where only the symbols representing each process step are displayed. This highlights the complexity of the upstream activities involved in the production processes across the various use cases. Each use case is described in detail below.
3.1.1. Use Case 1: Clamp Band
The clamp band is manufactured via CNC machining using a lathe machine (TORNO BOST Smart 36 C). The life cycle of the conventional produced clamp band begins with the extraction of raw minerals for the aluminium 7075 alloy block—namely chalcopyrite, calamine, dolomite, and bauxite, shown in Figure 4. Additionally, raw materials are extracted for tungsten carbide cutting tools (e.g., wolframite and carrollite). Coking coal is used for producing carbon anodes required in the Hall-Héroult process, and crude oil is used to produce the cooling fluid and carbon black for the tungsten carbide powder.
These materials are processed to produce the Al alloy block, which is then machined using tungsten-carbide tools to create the final clamp band components. The component undergoes an extensive inspection process, which includes dimensional verification, hardness testing, crack detection (using penetrant liquids), conductivity testing, visual inspection, and roughness measurement. Following these inspections, the part is subjected to sulfuric acid anodising according to ISO 8079 [27]. This electrochemical treatment of aluminium parts ensures that alloys have improved resistance to corrosion and produce coloured surfaces. The purpose of anodic oxidation is to form a dense and thick oxide coating on the surface of alloy-based parts for aerospace applications.
During the use phase, the finished clamp bands are installed on the Ariane 5 launcher. A synthetic lubricant is applied to ensure proper separation functionality during deployment. The clamp band plays a critical role in facilitating the separation of the satellite from the launcher. Based on the current application, the clamp band is dissipated after use, as the launcher does not return to Earth.
3.1.2. Use Case 2 & 3: Pivot Bracket and Lever
The product life cycle begins with the extraction of raw minerals required for the main Ti-alloy block, including rutile, ilmenite, magnetite, and bauxite, as well as minerals for the tungsten carbide cutting tools (e.g., wolframite and carrollite). Additional resources include coking coal for producing carbon anodes (used in the Hall-Héroult process for aluminium production), and refined coke for ilmenite smelting and the carbo-chlorination process to produce titanium sponge. Other extraction activities involve crude oil for the production of mineral oil coolants and carbon black, the latter being used in tungsten carbide powder for the cutting tools. The extracted and processed materials are then used to produce the Ti-6Al-4V alloy block, which is machined using CNC equipment with tungsten carbide tools to form the lever and pivot bracket. The Pivot Bracket and Lever are currently manufactured using 3-, 4-, and 5-axis CNC machining with sharp, rigid carbide tools. Quality control primarily involves visual inspection. After machining, the parts undergo solvent cleaning. The main cleaning agent applied to the lever and pivot bracket is Ecoclean GT-12, an alkaline detergent containing disodium metasilicate, potassium hydroxide, caustic potash, and sodium alkane (C13–17) sulfonate. The parts must withstand exposure to air, moisture, oil, fuel, methyl ethyl ketone, hydraulic fluid, and severe thermal fluctuations.
The completed lever and pivot bracket are then installed in the belly fairing of the A350, where they must withstand highly corrosive environments (exposure to air, water, oil, fuel, methyl ethyl ketone, and hydraulic fluids), as well as extreme temperature variations. No additional lubricants or surface treatments are applied during their use phase. The expected service life is approximately 25 years. At the end of their life, the parts are valorised through specialised channels and repurposed for non-aeronautical applications. The pivot bracket and lever can be disassembled from the A350 belly fairing and are treated through R-strategies (such as reuse, remanufacturing, or recycling) [28].
3.1.3. Use Case 4: Femoral Component of Knee Implant
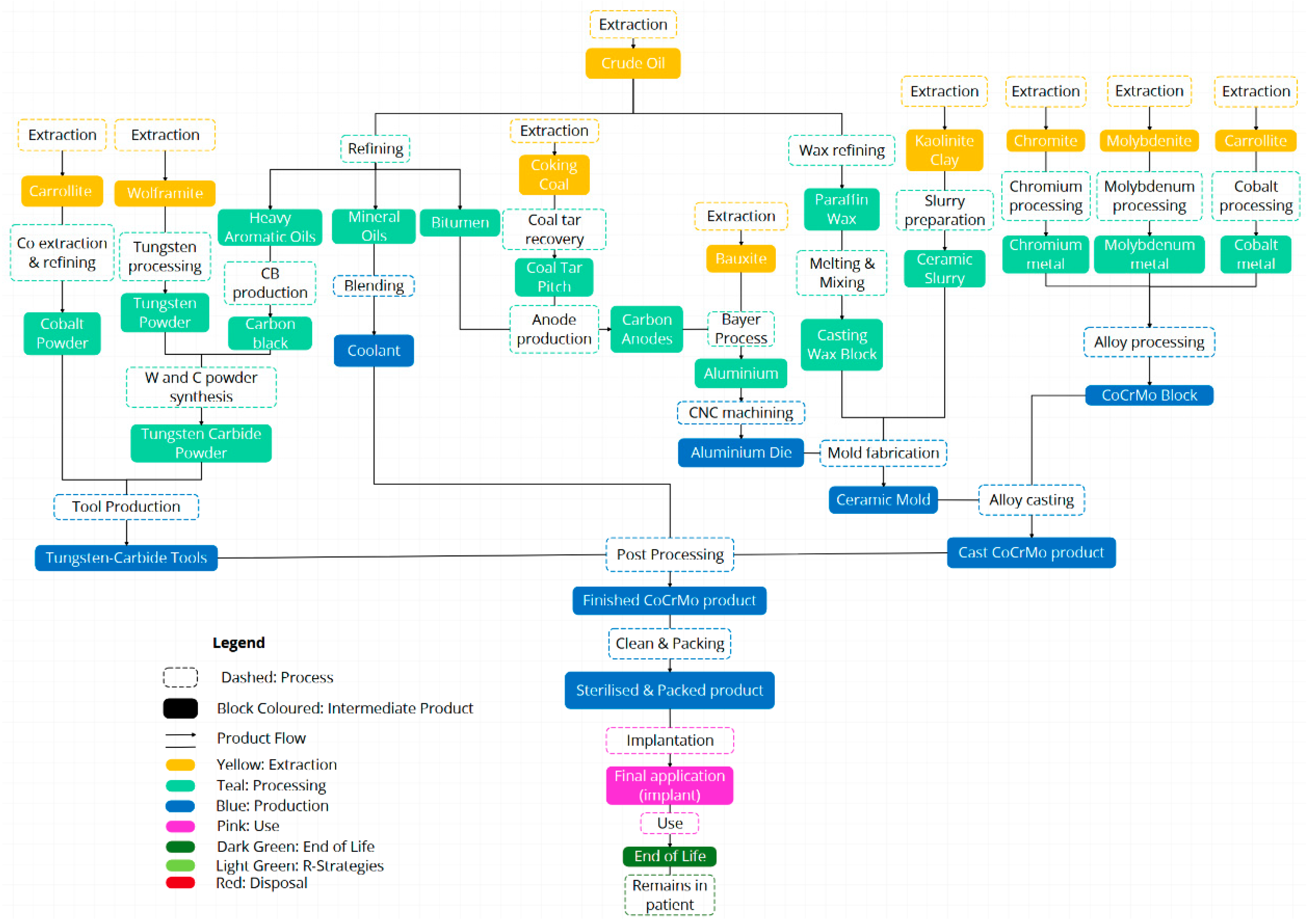
The Knee implant is produced from Cobalt-Chromium-Molybdenum (CoCrMo) alloy using lost-wax investment casting, followed by CNC machining and mechanical-drag polishing in Figure 5.
The product life cycle begins with the extraction of raw minerals for the primary CoCrMo alloy block, namely chromite, molybdenite, and carrollite, along with kaolin clay for the ceramic slurry and crude oil to produce investment casting wax. Additional mining is required for wolframite and carrollite to produce tungsten-carbide cutting tools. Crude oil is also needed for mineral oils (coolant) and for carbon black used in tungsten-carbide powder. Manufacturing of the knee implant begins with the creation of wax patterns, traditionally made using metal dies of aluminium, steel, duralumin, or brass. For this study, aluminium dies are assumed. The dies form the wax models, which are assembled and encased in a ceramic slurry to produce the mould. The wax is subsequently melted out, potentially recovered for reuse, and replaced with molten CoCrMo alloy during the investment casting stage. After solidification, the ceramic mould is broken away and discarded, revealing the femoral component. It exhibits antimicrobial properties, promotes cell adhesion, features low friction, and has a roughened surface to adhere to polymethylmethacrylate (PMMA) medical cement, facilitating osseointegration.
Post-processing involves CNC machining to achieve final tolerances, followed by mechanical drag polishing with abrasive and polishing media, such as ceramic slurry, plastic beads, and walnut shells. Ultrasonic cleaning in an alkaline solution containing 5–10 % potassium hydroxide and sodium hydroxide removes any surface impurities, after which the parts are rinsed in deionised water, laser-marked with a nanosecond laser for black surface oxidation and identification, then packed and sterilised. Once implanted, the femoral component remains in the patient until the end of life with no additional treatments required.
Figure 4.
Detailed process tree for CNC-machined use cases, including upstream processes of main and relevant auxiliary materials, as well as downstream steps.
Figure 4.
Detailed process tree for CNC-machined use cases, including upstream processes of main and relevant auxiliary materials, as well as downstream steps.
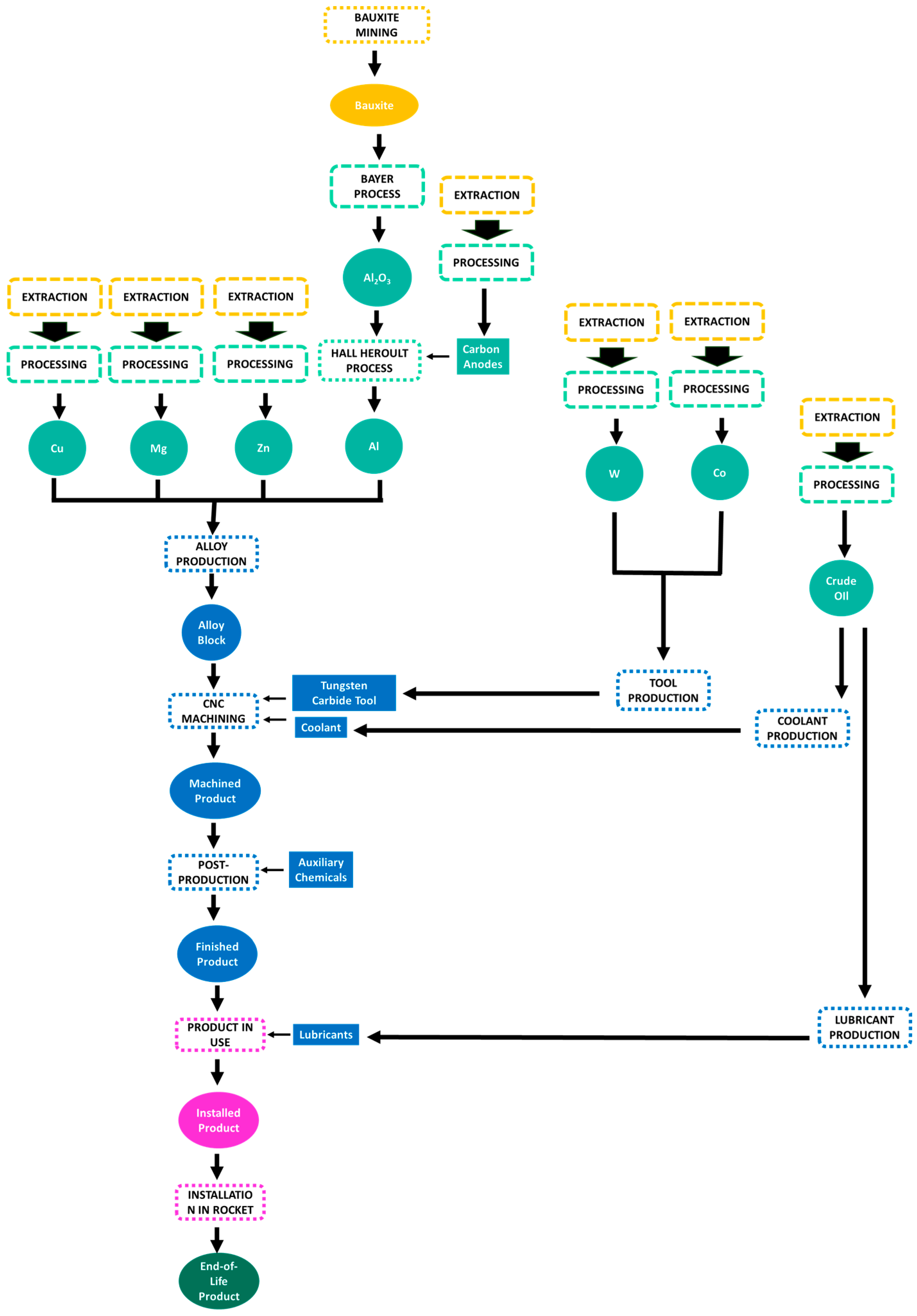
Figure 5.
Process tree for use case 4 knee implant.
3.1.4. Use Case 5: Trauma Plate
The trauma plate follows a material extraction and processing similar to that for the lever and pivot bracket use cases. The trauma plate is manufactured via CNC machining. After machining, the trauma plate undergoes a sequence of post-processing steps similar to those used for the knee implant: mechanical-drag polishing using abrasive and polishing media such as ceramic slurry, plastic beads, and walnut shells, ultrasonic cleaning in an alkaline solution, rinsing in deionised water, and laser marking with a nanosecond laser to create black oxide markings. Post-processing includes mechanical polishing, followed by ultrasonic cleaning, rinsing, laser marking, packing, and sterilisation. The components are then packed and sterilised using gamma rays. They provide antimicrobial properties, controlled surface finishes to prevent soft tissue irritation and promote healing, low friction, and sufficient strength for load bearing.
Once implanted during surgery, the trauma plate typically remains in place for the remainder of the patient’s life without the need for further maintenance or post-operative treatments. However, it can be removed if necessary.
3.2. Life Cycle Impact Analysis
3.2.1. C-MET-ESG Hotspot Analysis
The outcomes of the C-MET-ESG analysis for each use case are presented in C-MET-ESG hotspot tables, Figure 6 to Figure 9. Each colour-coded hotspot table lists the life cycle stages, along with the relevant materials at each stage and their corresponding downstream materials. The primary geographic location where each specific life cycle step mainly occurs is also indicated. The subsequent rows present the non-weighted and weighted hotspot results. The colour gradient ranges from dark red (representing life cycle stages with the highest potential impact) to dark green (indicating stages of least concern). Non-coloured cells indicate criteria that are not relevant or not applicable at the respective life cycle stage. For example, material criticality is assessed only for EU-based stages, and not for countries involved in the mining or processing of the corresponding raw materials. This colour coding is applied independently within each category (e.g., energy demand is only compared to other energy demands), enabling meaningful comparisons within the same impact type.
Weighting during the extraction stage is based on stoichiometric mass calculations derived from chemical equations that link metal ores to their intermediate products. For all other stages, weighting reflects the relative alloy composition of the materials. It is important to note that when weighted, the most significant concern shifts to the extraction stage due to the large masses of ore required to produce elemental metal. Accordingly, impacts can only be directly compared within the same life cycle stage because, for our functional unit (parts production per year), several tonnes of ore must be mined and processed to yield just a few kilograms of material for CNC machining. Therefore, comparing energy and other impacts across different stages is not appropriate given the vastly different material quantities involved.
Use Case 1: Clamp Band
Figure 6 shows the results of the C-MET-ESG analysis for the clamp band. The assessment covers Cradle-to-Grave. This excludes end-of-life (EoL) treatment processes, as clamp bands are non-recoverable due to launcher dissipation after missions. The non-weighted hotspot analysis identifies geographic regions for the processing stage of cobalt and copper as having the highest material use impacts. In these regions, chemicals such as sulfuric acid, hydrogen sulfide, ammonia, and hydrochloric acid are extensively used [29]. Copper processing additionally requires acids such as sulfuric acid. At the extraction stage, primary materials used include water and flotation additives. CNC machining of components during the production stage is also highly energy intensive, requiring a reported 144 kW for 85 hours, 10 times per year, a total of 3,326 MJ/kg [29].
The post-processing stage was assessed using a Chemical Risk Assessment, focusing on anodic treatment of aluminium alloys. The highest chemical hazards were linked to two sealer steps during sulfuric acid anodisation. Nickel(II) acetate tetrahydrate, cobalt(II) acetate, sodium dichromate dihydrate, and potassium dichromate were ranked H1 for human hazard. This indicates the most harmful substances and classified as Level 0, prioritising them for substitution and redesign. Sulfuric acid, acetic acid, and sodium hydroxide were assessed as Level 1 chemicals, posing high risks to human health and the environment. Beyond toxicity, this stage exhibited moderate environmental impacts due to the ecotoxicity and persistence of chemicals in wastewater.
For the weighted hotspot, the most significant concern shifts to the extraction stage due to the large masses of ore required to produce elemental metal. Hotspots include coking coal and the environmental and social impacts of bauxite mining. Coking coal is primarily used to produce coal tar pitch, which is then used to manufacture carbon anodes. Large amounts of coking coal need to be extracted because of the low yield of coal tar pitch from coke. Interestingly, areas that were of greater concern, for example, processing metals for the tungsten-carbide tool bits (cobalt, tungsten) in the non-weighted assessment, are of lesser concern in the weighted assessment due to their minor relative contribution to the overall product.
Use Case 2 & 3: Lever and Pivot Bracket
The results of the C-MET-ESG analysis for the pivot bracket and lever use cases are shown in Figure 7. The non-weighted hotspot analysis identifies the most significant concern for material use in the processing of Ti sponge, cobalt powder, and tungsten powder. When processing cobalt powder, sulfuric acid, hydrogen sulfide, ammonia, and hydrochloric acid are used. Chlorine gas is required in the processing of Ti sponge [30]. In comparison, the material footprint at the extraction stage is moderate, with water and flotation additives predominantly used.
For energy, most consumption occurs during material processing, especially for aluminium and titanium sponge (381 MJ/kg metal produced) [30,31]. The post-processing step of component cleaning for the pivot and lever use case was identified as the process stage with the highest occurrence of chemical use. However, the used chemical (Ecoclean GT-12) was classified as H3 for human, environmental, and physical hazards—meaning “other hazard classes”—and assigned Level 3, indicating that it passes all intrinsic hazard safety criteria and is considered of no concern based on its inherent hazardous properties. Nevertheless, such chemicals may still pose risks in specific applications, depending on exposure scenarios and operational settings. In this assessment, the environmental and social risks for this cleaning step were scored as low, reflecting the limited intrinsic hazard but acknowledging the need for safe handling and waste management during use.
Use Case 4: Femoral Component Knee Implant
Figure 8 presents the results of the C-MET-ESG analysis for the femoral component of the knee implant. In the non-weighted hotspot analysis, the most significant material use impacts occur at the processing stages of cobalt powder and chromium metal. Hazardous chemicals such as sulfuric acid, hydrogen sulfide, ammonia, and hydrochloric acid are used during cobalt powder processing, while sulfuric acid is required for chromium processing as well [32]. Molybdenum processing, which involves hydrogen, is associated with a lower material risk compared to cobalt and chromium [33]. Aluminium processing, used for die production in wax moulding, contributes significantly to energy consumption.
Regarding post-processing, the chemical risk assessment for the cleaning step indicates that potassium hydroxide and sodium hydroxide are classified as H3 for human, environmental, and physical hazards and assigned Level 3, signifying no intrinsic hazard concerns. However, safe handling practices remain essential due to the potential risks under specific exposure conditions, and substitution with non-hazardous alternatives is recommended where feasible. The environmental and social risk score for this cleaning step is low in the C-MET-ESG assessment, reflecting limited intrinsic hazard balanced with necessary safety measures.
The weighted hotspot analysis highlights that the primary impacts stem from the extraction of cobalt and molybdenum across all evaluated indicators, due to their greater proportional significance in the final product. Aluminium, while evident in the non-weighted analysis, is of moderate concern in the weighted analysis because of its smaller contribution to the final product mass, and is further mitigated by the reuse of aluminium dies in the casting process.
Use Case 5: Trauma Plate
Figure 9 shows the C-MET-ESG analysis results for the trauma plate. Since this component uses the same titanium alloy as in the pivot bracket and femoral component use cases, the results are broadly similar. The weighted hotspot analysis identifies titanium mining as the main driver of environmental impacts. This is primarily due to the large volume of trauma plates produced annually and the relatively low-grade ilmenite and rutile ores, which require extensive mining operations. Consequently, titanium extraction dominates impacts across all life cycle stages, including processing [31]
Ilmenite mining, the source of titanium feedstock, is associated with serious environmental challenges such as habitat destruction, water pollution caused by chemical and heavy metal contaminants, and substantial carbon emissions from the energy-intensive mining and extraction process. These impacts are intensified by open-pit mining techniques that disturb ecosystems and generate large volumes of tailings waste. Sustainable practices like water management, adoption of green energy sources, and land rehabilitation are critical efforts within the sector to mitigate these effects [31]. The titanium extraction stage thus plays a more significant role in environmental impact than subsequent processing steps [34]. In line with the findings for use case 4, the post-processing cleaning step for the trauma plate—using potassium hydroxide and sodium hydroxide in ultrasonic cleaning—is also scored as low risk for environmental and social impacts.
3.2.2. Common Outcomes for all Use Cases
Environmental impacts related to land use are concentrated mainly around the extraction stage, due to the extensive land areas needed for mining and raw material acquisition [35]. In the processing phase, for all use cases, Aluminium use is applicable. The most significant energy consumption occurs during material processing, notably for magnesium (electrolytic) at 313 MJ/kg [29] and for aluminium, where the process totals 212 MJ/kg (21 MJ/kg for the Bayer process and 191 MJ/kg for the Hall-Héroult process) [36]. Both processes contribute to wastes such as red mud. Although red mud is classified as “non-hazardous” by the EU, it can result in long-term harm due to toxic heavy metals and hydroxides, and poses risks of physical collapse [36].
The processing stage assessment focuses on China, where most of the materials used in the use case refinement occur. The working situation there is analysed with particular attention to:
- Labour standards and enforcement,
- Occupational safety risks, such as exposure to hazardous chemicals and physical injury,
- Worker rights, including conditions for migrant labour and collective bargaining,
- Gender-specific vulnerabilities in factory and laboratory settings [22].
While processing facilities are often technologically advanced, risks remain especially for lower-wage, temporary, or migrant workers due to uneven enforcement of labour protections. While literature on gender dimensions in material science and emerging technologies remains limited [5,22], it is increasingly recognised as essential. A gender-informed life cycle analysis revealed gender-specific risks at every stage. The social and health considerations across life cycle stages are presented in Table 7.
3.2.3. Eco-Design Checklist
The eco-design checklist questions, developed specifically for these use cases, are answered individually to support the assessment process and subsequently create recommendations for decision-making actions. The process trees from the life cycle stages and C-MET-ESG hotspot tables are reviewed to determine for which life cycle stage(s) each question is relevant. This may apply to all stages, to several, or to only one specific stage. In the second step, each question is answered using the results and insights from the preceding C-MET-ESG table assessments. An example of applying the eco-design checklist to Use Case 1 is presented in Table 8, using the question "Are the materials being used toxic to humans?" This question is relevant across all stages of the existing product's life cycle. The assessment findings across these stages are summarised below.
Use Case 1
Highest chemical hazards – anodisation post-processing: The highest chemical risks are associated with the anodisation of the clamp band, which utilises substances classified as H1 for human hazards (most harmful) and Level 0 (chemicals that fail to meet H1 criteria). These substances are prioritised for substitution and process redesign. Per this, there is an opportunity to replace sulfuric acid anodisation with laser polishing (LP) and laser functionalisation via direct laser interference patterning (DLIP). These methods should be prioritised to achieve the required corrosion resistance while entirely eliminating anodisation.
Elemental fluorine in lubricants production: Elemental fluorine, used in lubricant manufacture for the current use phase, is highly toxic and the most chemically reactive element. It presents a significant human health risk. The target should be to achieve the required surface friction coefficient of 0.1 as recommended by standards, through surface functionalisation techniques, thereby avoiding lubricant use altogether and eliminating elemental fluorine consumption in earlier life cycle stages.
Reducing harmful material use via AM efficiencies: While production stages cannot directly influence the use of toxic/harmful chemicals during upstream stages and material processing, their demand can be reduced through the material efficiencies of additive manufacturing (AM). Ensuring unused powder is protected from oxidation or contamination allows for reuse in subsequent builds, further improving resource efficiency.
Choice of Certified Suppliers: Although raw material extraction remains necessary, both the material selection and manufacturing methods are designed to reduce reliance on social-hotspot materials such as tungsten and cobalt, which are typically used for cutting tools. Nevertheless, the primary product material—aluminium—continues to present supply-chain challenges, including intensive land use, displacement of indigenous communities for mining, high energy demand during production, generation of waste (notably red mud), and significant greenhouse gas (GHG) emissions. These impacts can be mitigated and made more transparent by sourcing aluminium from certified sustainable suppliers, such as those complying with Aluminium Stewardship Initiative standards
Use Cases 2 & 3
Chemical risks during cleaning: The chemicals used for cleaning the pivot bracket and lever (Ecoclean GT-12) exhibit low intrinsic hazards. They meet all safety criteria and pose no intrinsic toxicity concerns. The low toxicity means these cleaning agents may continue to be used without a major priority for substitution.
Health and safety risks in titanium machining: CNC machining of titanium involves significant health and safety challenges. Titanium is highly flammable and prone to tool wear and heat buildup due to its low thermal conductivity and chemical reactivity with cutting tools. Fire and explosion risks exist during machining operations if not properly controlled. Toxic gases such as chlorine are also required in titanium processing. Therefore, strict operational safety measures, proper ventilation, and fire prevention systems are essential.
Handling of powdered metals: Additive manufacturing processes using metal powders require enclosed powder handling to prevent particle emissions. Nanosized particles can form during printing and escape when the chamber is opened. Air monitoring should be implemented to detect airborne metal particles. High-efficiency filters with a minimum class of H13 (as per the EN 1822 standard) are required to protect worker health and the environment.
Material efficiencies and powder reuse in AM: As the production stage does not directly control the use of toxic and harmful chemicals in upstream material processing, reduced reliance on such materials via improved material use efficiency is achievable through additive manufacturing. Careful handling of unused powders to avoid oxidation or contamination allows powders to be reused in subsequent builds, further enhancing resource efficiency.
Choice of Certified Suppliers: As in use case 1, raw material extraction is still required, practising less reliance on social-hotspot materials such as tungsten and cobalt, common in cutting tools, is linked to machining health risks (e.g., titanium). However, aluminium — the main product material — still poses supply-chain challenges, including high energy and land use, displacement of indigenous communities, and waste generation (notably red mud). These impacts can be reduced and made more transparent by sourcing from certified sustainable suppliers, such as those under the Aluminium Stewardship Initiative
Use Case 4
Material toxicity – chromite ore hotspot: Chromite ore is a key hotspot in the existing product’s life cycle. Its processing residues contain Cr6+ (0.1–0.2 wt%), which is highly toxic to both the environment and human health. Therefore, a material change from CoCrMo to Ti6Al4V is recommended. This potentially reduces material toxicity in earlier life-cycle stages, alongside delivering improved energy and resource efficiency in manufacturing.
Removal of cobalt reliance: A material substitution from CoCrMo to Ti6Al4V eliminates the need for cobalt, an EU-listed critical raw material [9], with a high supply-risk rating due to its concentration in the DRC, dependence on unregulated ASM (artisanal and small-scale mining), and associated social and human rights concerns.
Replacement of ultrasonic bath cleaning process: Potassium and sodium hydroxide used in ultrasonic bath cleaning (classified H3, Level 3 – no intrinsic hazard) require safe handling throughout their life cycle. Wherever possible, non-hazardous alternatives should be selected. The findings offer such an alternative by replacing ultrasonic cleaning with laser functionalisation (LS, LP) to meet necessary performance requirements — including polished surface finish for cement adhesion and antimicrobial properties — without the hazardous cleaning step.
Addressing manufacturing inefficiencies: Wax injection casting is highly material-intensive, consuming numerous auxiliary materials (e.g., wax, ceramics, and aluminium dies) and generating waste streams, such as used ceramic moulds and surplus gating metal. Each of these materials has upstream energy, water, and resource demands. The additive manufacturing (AM) route greatly reduces raw material use and waste. By preventing oxidation and contamination of unused powder, unutilized feedstock can be reused in subsequent builds, further improving resource efficiency.
Choice of Certified Suppliers: Although raw material extraction remains necessary, material choices and manufacturing methods should be designed to reduce reliance on social-hotspot materials (e.g., cobalt in the product and CNC machining tools, tungsten in cutting tools). Nevertheless, titanium and aluminium still present supply-chain challenges, including intensive land use, potential displacement of indigenous communities, high production-stage energy demand, waste generation — notably red mud in aluminium refining — and associated GHG emissions. As in use case 1, these impacts can be mitigated and made more transparent by sourcing from certified sustainable suppliers, such as those complying with Aluminium Stewardship Initiative standards.
Use Case 5
Avoiding Hazardous Cleaning Chemicals: Conventional ultrasonic cleaning uses potassium hydroxide and sodium hydroxide, both classed as H3, Level 3 (low intrinsic hazard) but still requiring safe handling. This step can be replaced with laser functionalisation (LS, LP), achieving the required polished finish and antimicrobial performance without chemical cleaning.
Choice of Certified Suppliers: As noted for use case 1 until use case 4, while AM reduces dependence on social-hotspot materials such as cobalt and tungsten, the core materials — titanium and aluminium — still present supply-chain challenges. These include high energy and land use, displacement of indigenous communities, waste generation (e.g., red mud from aluminium production), and greenhouse gas (GHG) emissions. These impacts can be mitigated and better tracked by sourcing from certified sustainable suppliers, such as those operating under Aluminium Stewardship Initiative standards.
4. Discussion
The analysis across multiple product use cases yielded a set of findings based on a holistic, multi-criteria framework encompassing economic, environmental, social, and technical dimensions. Incorporating criticality as a core criterion addresses material supply vulnerabilities and strengthens manufacturing resilience and cost stability. This complements environmental concerns (energy use, emissions, material and chemical toxicity, and land use) and social considerations (general social risks and gender-responsive vulnerabilities) embedded throughout the product life cycle—from raw material extraction to processing, production, use, and end-of-life. The study outcomes are discussed in the following thematic areas.
4.1. Processes and Material Efficiency
Process and material efficiency were identified as areas for improvement from the use case scenario. Considering the LCS investigated (in 3.1), the material extraction stages were characterised by compromised methods. For example, applying open-cast mining and blasting for aluminium, tungsten, cobalt and titanium extraction, such as in the DRC, China, Australia and offshore drilling for petroleum products. These methods are reported to be associated with several environmental issues [41] and concerns regarding mining waste disposal [42]. On the other hand, the conventional production approach of CNC machining was identified as highly energy-intensive [10]. Alternative to CNC machining or lost wax casting, additive manufacturing (AM) with laser-based postprocessing significantly reduces raw material consumption and scrap compared. This technique reduces the amount of raw material extraction. As reported in other studies [13], reuse of protected, uncontaminated metallic powders further enhances efficiency. Replacing high-loss processes, such as wax injection casting, eliminates auxiliary materials like wax, ceramics, and dies. Laser polishing and Direct Laser Interference Patterning (DLIP) substitute chemical-intensive steps, cutting chemical use, processing time, and hazardous exposure. Reducing energy use, toxic chemical demand, and waste through additive manufacturing and laser techniques, within the use cases scenario, contributes to SDG 13 (Climate Action) and SDG 15 (Life on Land) by minimising environmental impacts and protecting ecosystems. LB-AM also enhances and extends the product life in products with complex parts applications [43] and anticorrosion for biomedical applications [44]. Material criticality assessments enhance supply chain resiliency by prioritising alternatives to high-risk raw materials, ensuring reliable sourcing. Material changes replace hazardous chemicals (e.g., hexavalent chromium) and materials with sustainability concerns (e.g., cobalt), strengthening workplace safety and supporting sustainable production. Improved material efficiency also promotes social and environmental responsibility by lowering material demand and minimising upstream supply chain impacts. In context, similar studies demonstrate the need for early stage assessment of product early life, including SSbD context for material and process improvements in the nanomaterial applications [45] and industrial applications [46].
4.2. Supply-Chain Resilience
Reliance on raw material associated with high impacts is identified as promoting and enhancing social concerns along the supply chain. In the use case, it is important to note that, switching from CoCrMo alloys to titanium reduces dependency on cobalt, a critical raw material with high supply risk due to concentrated production in the Democratic Republic of Congo [31]. Although titanium and aluminium have higher energy and land use demands, diversified sourcing improves resilience. Certified sustainable sourcing initiatives, such as the Aluminium Stewardship Initiative (ASI), add transparency and enforce embedded social and gender criteria. Adopting certified sustainable sourcing standards, such as the Aluminium Stewardship Initiative (ASI), enhances supply chain transparency and mitigates environmental and social impacts. These findings are consistent with earlier studies [47], that reported that, sustainable supply chain practices is key to environmental performance. Thus, stakeholders of any group and downstream activities can affect an organisation's or a product's supply chain performance. Furthermore, [48] established that, sustainable sourcing when implemented with compliance enhances supply chain resilience, especially in emerging economies.
4.3. Worker and Operational Safety
OHS is a major aspect of a products life cycle. In the use case assessed, operational factors may influence risk or any hazards associated occurrences. Replacing hazardous processes such as anodisation and ultrasonic cleaning with laser finishing and functionalisation lowers occupational chemical exposure across all use cases. Substituting allergenic metals (nickel, cobalt, chromium) with titanium alloys reduces metal-allergy risks during manufacturing, handling, and product use—important for overall workforce health. Hazard- and criticality-based exclusions, such as substituting risky raw materials like cobalt, enhance supply chain resiliency and material efficiency, contributing to SDG 9 (Industry, Innovation, and Infrastructure) and SDG 12 (Responsible Consumption and Production). In a supply chain study [48], the findings affirm that improving health and safety contributes to overall cost savings, enhanced reputation and sustainability performance of the organisation or product under study. The outcome from this study also supports SDG 8 (Decent Work and Economic Growth) by improving labour conditions and promoting inclusive policies. Furthermore, by eliminating hazardous chemicals and reducing occupational risks through inclusive work practices, the findings support SDG 3 (Good Health and Well-being) by promoting safer workplaces and reducing health risks.
4.4. Social and Environmental Responsibility
The analysis identified chemical hazards along the LCS of the use cases studied. The framework accounts for both general social risks (unsafe working conditions, child labour, wage disparities, precarious employment, impacts on Indigenous communities) and gender-responsive vulnerabilities. Among the major hotspots at the extraction stage were displacement of settlement, OHS issues, child and forced labour. Supplier selection criteria, with embedded social responsibility requirements, including equitable labour practices, certified safety standards, and inclusiveness across supply chains, are key to curbing these impacts. Again, emphasising social responsibility and gender-responsive criteria throughout the material life cycle, addresses inequalities, advancing SDG 5 (Gender Equality) and SDG 10 (Reduced Inequalities), and fosters equitable, inclusive production systems alongside environmental sustainability. As part of the findings, it affirms with other studies [49] that replacing hazardous chemicals with laser-based alternatives delivers equal or superior surface properties. Toxicity risks—such as hexavalent chromium from chromite ore—are reduced by substituting CoCrMo alloys with titanium (Ti6Al4V) [33].
4.5. Gender Specific Risk Mitigation
Gender and diversity mainstreaming are important aspects of supply chain and risk assessment. The concept has been analysed in various aspects of applications, such as in nanotechnology [23], material science [22] and industrial food processing [50]. In this study, targeted actions address risks disproportionately affecting women in manufacturing. Women are often overrepresented in surface finishing roles and have a higher prevalence of nickel and cobalt allergies (17–22 % vs. 3–5 % in men). Outcomes from the use case assessment establish that mitigation of these vulnerabilities can be achieved by ensuring supplier compliance with gender responsive labour standards. Reducing hazardous chemical use, such as replacing anodisation with laser finishing, is thus critical to protect vulnerable workers. This is to minimise differential exposure risks and promote equitable, safe workplaces throughout the supply chain. Gender-sensitive LCA raises awareness of gender-specific risk mitigation, fostering greater equity and inclusion in manufacturing. These combined measures strengthen workplace safety, support inclusion, and contribute to gender equity alongside technical and environmental benefits.
5. Conclusion
This study and the applied methodology build upon existing multi-criteria analysis frameworks widely applied in sustainable manufacturing. Thus, it integrates environmental, economic, and social dimensions to balance complex sustainability goals. It establishes that the integration of additive manufacturing and laser-based post-processing enhances material efficiency, reducing raw material consumption, the use of toxic chemicals, and production waste, while improving work and occupational safety. Outcomes from this study contribute to advances in the state of the art in complex shaped parts product production and supply.
First, it applies up-front hazard identification and chemical risk assessment to eliminate extreme chemical hazards in the early stages of a design process (H1/Level 0 substances). This proactive approach is consistent with emerging hazard-prioritisation models [51], reduces occupational exposures, improves workplace safety, and mitigates downstream environmental risks. Second, through its C-MET-ESG framework, it is recognised to integrate gender-responsive social criteria, quantifying and weighting disparities in occupational risk, wage inequality, allergy prevalence, water-collection burdens, and broader social vulnerabilities, alongside environmental and economic factors [5,22]. Third, it incorporates economic criticality as a formal criterion, identifying and excluding high-risk raw materials. For example, cobalt from artisanal mining in the DRC to enhance supply-chain resilience and reduce vulnerability to geopolitical and market disruptions [31].
By embedding rigorous chemical risk assessment, gender equality and social justice, material efficiency, environmental responsibility, safety, and economic resilience, the study establishes a holistic, hazard-aware, and socially inclusive decision framework. This comprehensive scope exceeds that of most conventional MCDA applications, aligning closely with best-practice recommendations for sustainable and equitable manufacturing [5,51]. The outcomes align with the objectives of multiple UN SDGs towards production and consumption cycles, most notably advancing SDGs 3, 5, 8, 9, 10, 12, 13, and 15. Furthermore, it delivers a comprehensive, hazard-aware, and socially inclusive eco-design framework, positioning itself as a next-generation model for safe, equitable, and sustainable manufacturing. The multicriteria approach, aligned with Safe and Sustainable by Design (SSbD) principles, supports advances in sustainable manufacturing by integrating additive manufacturing with laser-based post-processing, significantly improving environmental, social, and technical performance. Holistic multi-criteria sustainability assessments enable informed decision-making, balancing environmental, social, economic, and technical factors.
However, the study is not void of limitations and uncertainties, arising from several factors. Firstly, assessing social impacts is inherently subjective, as it is based on ratings of social conditions affecting different stakeholders (e.g., workers, local communities, Indigenous peoples). Secondly, significant data gaps also exist—especially concerning conditions in China, where data is not fully public. As a result, the assessment may involve subjective influences. Nonetheless, all assumptions and data sources are transparently documented, thereby supporting the overall reliability of the evaluation.
Future studies are recommended in areas of quantifying environmental impacts across the scope of sustainability under different scenarios. Also, a comparative assessment considering alternatives and possible impacts tradeoffs. A detailed, gender-sensitive social study is required to establish further perspective on weighted parameters that may differ across geographic locations, policies, and economies of scale.
Author Contributions
Conceptualisation, G.B. and C.W.; methodology, C.W., K.S., M.R., M.J. and G.B.; investigation, C.W., K.S., M.R., M.J. and G.B.; validation, G.B.; formal analysis, C.W., K.S., M.R., M.J. and G.B.; resources, G.B.; data curation, C.W., K.S., M.R., M.J. and G.B.; writing—original draft preparation, C.W., K.S., M.R., M.J. and G.B.; writing—review and editing, C.W., K.S., M.R., M.J. and G.B.; visualisation, C.W., K.S., M.R., M.J. and G.B.; supervision, G.B.; funding acquisition, G.B. All authors have read and agreed to the published version of the manuscript.
Funding
Funded by the European Union under grant 101091373. Views and opinions expressed are, however, those of the author(s) only and do not necessarily reflect those of the European Union. Neither the European Union nor the granting authority can be held responsible for them.
Data Availability Statement
Data supporting the reported results are available within the article
Acknowledgements
The authors also acknowledge the support from project partners.
Conflicts of Interest
The authors declare that they have no conflicts of interest.
Appendix A
Appendix A.1
The Appendix A presents tables and figures as supplementary data for section 1.2
Table A1.
Eco-design checklist questions.
| Use of Low impact material | Resource efficiency |
|
|
| Design for functionality | Design for recyclability |
|
|
| Contribution to health and social well-being | |
| |
Figure A1.
Process trees for all five use cases.
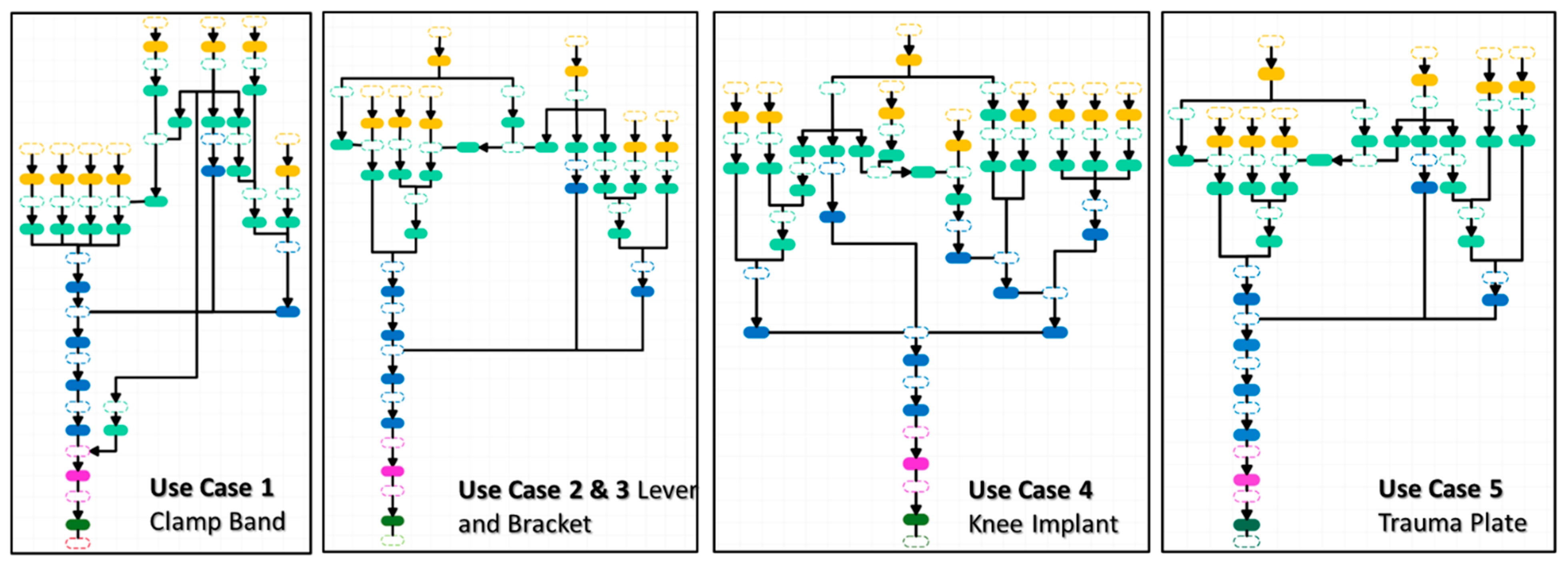
Table A2.
Terminology used in assessment.
| Terminology | Description applied in the study |
|---|---|
| Extraction | Obtaining raw materials from the environment—through mining, drilling, or agriculture—and may include beneficiation at the extraction site. |
| Material processing |
Converting these primary products into usable materials via processes such as smelting, purification, or leaching. |
| Production | The conventional manufacturing process defined for each use case, such as CNC machining or lost-wax injection moulding. |
| Post-processing | Operations after production, such as surface treatments, cleaning, testing, and inspection. In biomedical use cases, this also includes packing and gamma-ray sterilisation. |
| Installation | The assembly and integration of the final product to ensure its operability. |
| Use | The operational phase, including any maintenance required to retain functionality. |
| End-of-life | All processes following the product’s use phase, including disposal, recycling, or remanufacturing into new products. |
| R-strategies | Approaches include recycling, remanufacturing, reuse, refurbishing, and similar methods. |
| 1 | SDG 1: No Poverty, SDG 2: Zero Hunger, SDG 3: Good Health and Well-being, SDG 4: Quality Education, SDG 5: Gender Equality, SDG 6: Clean Water and Sanitation, SDG 7: Affordable and Clean Energy, SDG 8: Decent Work and Economic Growth, SDG 9: Industry, Innovation and Infrastructure, SDG 10: Reduced Inequalities, SDG 11: Sustainable Cities and Communities, SDG 12: Responsible Consumption and Production, SDG 13: Climate Action, SDG 14: Life Below Water, SDG 15: Life on Land, SDG 16: Peace, Justice and Strong Institutions, SDG 17: Partnerships for the Goals |
References
- Ge, M.; Friedrich, J.; Vigna, L. Where Do Emissions Come From? 4 Charts Explain Greenhouse Gas Emissions by Sector. World Resour. Inst. 2025, 1–30. [Google Scholar]
- IEA Tracking Industry - CO2 Emissions in the Industry Sector; 2022.
- United Nations Environment Programme Bend the Trend - Pathways to a Liveable Planet as Resource Use Spikes; 2024; ISBN 978-92-807-4128-5.
- Save the Children International Child Rights and Cobalt Supply Chain in DRC. Available online: https://resourcecentre.savethechildren.net/document/child-rights-and-cobalt-supply-chain-in-drc/.
- Frank, E.; Mühlhaus, R.; Mustelin, K.M.; Trilken, E.L.; Kreuz, N.K.; Bowes, L.C.; Backer, L.M.; von Wehrden, H. A Systematic Review of Peer-Reviewed Gender Literature in Sustainability Science. Sustain. Sci. 2024, 19, 1459–1480. [Google Scholar] [CrossRef]
- Owen, J.R.; Kemp, D.; Lechner, A.M.; Harris, J.; Zhang, R.; Lèbre, É. Energy Transition Minerals and Their Intersection with Land-Connected Peoples. Nat. Sustain. 2023, 6, 203–211. [Google Scholar] [CrossRef]
- European Commission Safe and Sustainable by Design: Chemicals and Materials. Available online: https://environment.ec.europa.eu/strategy/chemicals-strategy_en.
- European Parliament Regulation (EU) 2024/1252, (Critical Raw Materials Act). Eur. Parliam. Counc. Eur. Union. Off. J. Eur. Union 2024, L (2024-05.
- European Commission Study on the Critical Raw Materials for the EU - Final Resport; 2023.
- Li, L.; Li, C.; Tang, Y.; Yi, Q. Influence Factors and Operational Strategies for Energy Efficiency Improvement of CNC Machining. J. Clean. Prod. 2017, 161, 220–238. [Google Scholar] [CrossRef]
- Chen, L.; Bi, G.; Yao, X.; Su, J.; Tan, C.; Feng, W.; Benakis, M.; Chew, Y.; Moon, S.K. In-Situ Process Monitoring and Adaptive Quality Enhancement in Laser Additive Manufacturing: A Critical Review. J. Manuf. Syst. 2024, 74, 527–574. [Google Scholar] [CrossRef]
- Hegab, H.; Khanna, N.; Monib, N.; Salem, A. Design for Sustainable Additive Manufacturing: A Review. Sustain. Mater. Technol. 2023, 35, e00576. [Google Scholar] [CrossRef]
- Gibson, I.; Rosen, D.; Stucker, B. Additive Manufacturing Technologies 3D Printing, Rapid Prototyping, and Direct Digital Manufacturing; 2024; Vol. Part F3814; ISBN 9781493921126.
- Khairallah, S.A.; Anderson, A.T.; Rubenchik, A.; King, W.E. Laser Powder-Bed Fusion Additive Manufacturing: Physics of Complex Melt Flow and Formation Mechanisms of Pores, Spatter, and Denudation Zones. Acta Mater. 2016, 108, 36–45. [Google Scholar] [CrossRef]
- Mulko, L.; Soldera, M.; Lasagni, A.F. Structuring and Functionalization of Non-Metallic Materials Using Direct Laser Interference Patterning: A Review. Nanophotonics 2022, 11, 203–240. [Google Scholar] [CrossRef]
- ISO ISO 14006: 2020 Environmental Management Systems - Guidelines for Incorporating Ecodesign; 2020.
- Cinelli, M.; Coles, S.R.; Kirwan, K. Analysis of the Potentials of Multi Criteria Decision Analysis Methods to Conduct Sustainability Assessment. Ecol. Indic. 2014, 46, 138–148. [Google Scholar] [CrossRef]
- Cinelli, M.; Coles, S.R.; Kirwan, K.; Centre, I.M. Use of Multi Criteria Decision Analysis To Support Life Cycle Sustainability Assessment : An Analysis of the Appropriateness of the Available Methods. Lcm 2013 2013, 2003–2006. [Google Scholar]
- ISO ISO 209:2024 Wrought Aluminium and Aluminium Alloys — Chemical Composition. Int. Stand. Organ. 2024.
- DIN EN ISO 14040 Environmental Management – Life Cycle Assessment – Principles and Framework (ISO 14040:2009). DIN Dtsch. Inst. für Normung 2006.
- Owen, J.R.; Kemp, D.; Lechner, A.M.; Harris, J.; Zhang, R.; Lèbre, É. Author Correction: Energy Transition Minerals and Their Intersection with Land-Connected Peoples (Nature Sustainability, (2022), 6, 2, (203-211), 10.1038/S41893-022-00994-6). Nat. Sustain. 2023, 6, 1024. [Google Scholar] [CrossRef]
- Pollitzer, E. Why Gender Is Relevant to Materials Science and Engineering. MRS Commun. 2021, 11, 656–661. [Google Scholar] [CrossRef]
- Go Nano The Importance of Gender and Diversity in Nanotechnology Research and Innovation. 2020.
- ECHA Sustainable-by-Design Framework in Industrial Policy.
- Crul, M.R.M.; Diehl, J.C.; Lindqvist, T.; Ryan, C.; Tischner, U.; Vezzoli, C.; Boks, C.B.; Manzini, E.; Jegou, F.; Meroni, A.; et al. Design for Sustainable: A Step-by-Step Approach; 2009; ISBN 9280727117.
- EU Parliament DIRECTIVE 2009/125/EC OF THE EUROPEAN PARLIAMENT AND OF THE COUNCIL of 21 October 2009: Establishing a Framework for the Setting of Ecodesign Requirements for Energy-Related Products; 2009.
- ISO ISO 8079:2025 Aerospace Process — Anodic Treatment of Aluminium Alloys — Sulfuric Acid Process, Dyed Coating. Int. Stand. Organ. 2025.
- AIRBUS End-of-Life Reusing, Recycling, Rethinking. Available online: https://aircraft.airbus.com/en/newsroom/news/2022-11-end-of-life-reusing-recycling-rethinking?utm_source=chatgpt.com (accessed on 18 September 2025).
- Rankin, W.J. Minerals, Metals and Sustainability; CSIRO Publishing, 2011; ISBN 978-0-643-10422-8.
- Gao, F.; Nie, Z.; Yang, D.; Sun, B.; Liu, Y.; Gong, X.; Wang, Z. Environmental Impacts Analysis of Titanium Sponge Production Using Kroll Process in China. J. Clean. Prod. 2018, 174, 771–779. [Google Scholar] [CrossRef]
- Coherent Market Insights Pvt Ltd Environmental Impact of Ilmenite Mining and Sustainable Practices in the Industry. Available online: https://www.coherentmarketinsights.com/blog/environmental-impact-of-ilmenite-mining-and-sustainable-practices-in-the-industry-1043 (accessed on 22 August 2025).
- Prasad, S.; Yadav, K.K.; Kumar, S.; Gupta, N.; Cabral-Pinto, M.M.S.; Rezania, S.; Radwan, N.; Alam, J. Chromium Contamination and Effect on Environmental Health and Its Remediation: A Sustainable Approaches. J. Environ. Manage. 2021, 285, 112174. [Google Scholar] [CrossRef]
- Rukini, A.; Rhamdhani, M.A.; Brooks, G.A.; Van den Bulck, A. Metals Production and Metal Oxides Reduction Using Hydrogen: A Review. J. Sustain. Metall. 2022, 8, 1–24. [Google Scholar] [CrossRef]
- Sharma, S.; Bolan, S.; Mukherjee, S.; Zhou, P.; Yang, X.; White, J.C.; Zuverza-Mena, N.; Zhang, T.; Chen, J.; Xu, Q.; et al. Titanium: Metal of the Future or an Emerging Environmental Contaminant? Explor. Environ. Resour. 2025, 0, 025130027. [Google Scholar] [CrossRef]
- Delaie, C.; Cerlier, A.; Argenson, J.N.; Escudier, J.C.; Khakha, R.; Flecher, X.; Jacquet, C.; Ollivier, M. Ecological Burden of Modern Surgery: An Analysis of Total Knee Replacement’s Life Cycle. Arthroplast. Today 2023, 23, 101187. [Google Scholar] [CrossRef] [PubMed]
- European Aluminium Aluminium Production Energy Data & Red Mud Impacts. Available online: https://european-aluminium.eu.
- Tsurukawa, N.; Prakash, S.; Manhart, A. Social Impacts of Artisanal Cobalt Mining in Katanga, Democratic Republic of Congo. Öko-Institut eV - Inst. Appl. Ecol. Freibg. 2011, 49, 65. [Google Scholar]
- Iguma Wakenge, C.; Bashwira Nyenyezi, M.R.; Bergh, S.I.; Cuvelier, J. From ‘Conflict Minerals’ to Peace? Reviewing Mining Reforms, Gender, and State Performance in Eastern Democratic Republic of Congo. Extr. Ind. Soc. 2021, 8, 100894. [Google Scholar] [CrossRef]
- Uter, W.; Schnuch, A.; Geier, J.; Frosch, P.J. Epidemiology of Contact Dermatitis. The Information Network of Departments of Dermatology (IVDK) in Germany. Eur. J. Dermatol. 1998, 8, 36–40. [Google Scholar]
- Thyssen, J.P.; Menné, T. Metal Allergys-A Review on Exposures, Penetration, Genetics, Prevalence, and Clinical Implications. Chem. Res. Toxicol. 2010, 23, 309–318. [Google Scholar] [CrossRef] [PubMed]
- Koščová, M.; Hellmer, M.; Anyona, S.; Gvozdkova, T. Geo-Environmental Problems of Open Pit Mining: Classification and Solutions. E3S Web Conf. 2018, 41, 1–7. [Google Scholar] [CrossRef]
- Samir, M.; Alama, F.; Buysse, P.; Van Nylen, T.; Ostanin, O. Disposal of Mining Waste: Classification and International Recycling Experience. E3S Web Conf. 2018, 41, 1–6. [Google Scholar] [CrossRef]
- Ford, S.; Despeisse, M.; Viljakainen, A. Extending Product Life through Additive Manufacturing : The Sustainability Implications Extending Product Life through Additive Manufacturing : The Sustainability Implications. 2015.
- Cai, Q.; Xu, J.; Lian, Z.; Yu, Z.; Yu, H.; Yang, S.; Li, J. Laser-Induced Slippery Liquid-Infused Surfaces with Anticorrosion and Wear Resistance Properties on Aluminum Alloy Substrates. ACS Omega 2022, 7, 28160–28172. [Google Scholar] [CrossRef]
- Chatzipanagiotou, K.R.; Petrakli, F.; Steck, J.; Philippot, C.; Artous, S.; Koumoulos, E.P. Towards Safe and Sustainable by Design Nanomaterials: Risk and Sustainability Assessment on Two Nanomaterial Case Studies at Early Stages of Development. Sustain. Futur. 2025, 9. [Google Scholar] [CrossRef]
- Soeteman-Hernández, L.G.; Tickner, J.A.; Dierckx, A.; Kümmerer, K.; Apel, C.; Strömberg, E. Accelerating the Industrial Transition with Safe-and-Sustainable-by-Design (SSbD). RSC Sustain. 2025, 3, 2185–2191. [Google Scholar] [CrossRef]
- Mugoni, E.; Kanyepe, J.; Tukuta, M. Sustainable Supply Chain Management Practices (SSCMPS) and Environmental Performance: A Systematic Review. Sustain. Technol. Entrep. 2024, 3, 100050. [Google Scholar] [CrossRef]
- Katiyar, R.; Meena, P.L.; Barua, M.K.; Tibrewala, R.; Kumar, G. Impact of Sustainability and Manufacturing Practices on Supply Chain Performance: Findings from an Emerging Economy. Int. J. Prod. Econ. 2018, 197, 303–316. [Google Scholar] [CrossRef]
- Mohammadzadeh Sanandaji, M.; Mollick, R.; Ratner, A.; Ding, H. Laser-Enabled Organic Coating for Sustainable PFAS-Free Metal Surfaces. Manuf. Lett. 2025, 45, 8–12. [Google Scholar] [CrossRef]
- Jamaludin, N.F.; Hashim, H.; Muis, Z.A.; Zakaria, Z.Y.; Jusoh, M.; Yunus, A.; Abdul Murad, S.M. A Sustainability Performance Assessment Framework for Palm Oil Mills. J. Clean. Prod. 2018, 174, 1679–1693. [Google Scholar] [CrossRef]
- Nguyen, H.T.; Safder, U.; Kim, J.I.; Heo, S.K.; Yoo, C.K. An Adaptive Safety-Risk Mitigation Plan at Process-Level for Sustainable Production in Chemical Industries: An Integrated Fuzzy-HAZOP-Best-Worst Approach. J. Clean. Prod. 2022, 339, 130780. [Google Scholar] [CrossRef]
Figure 1.
Overview of the LCA methodology adapted for the multi-criteria assessment. .
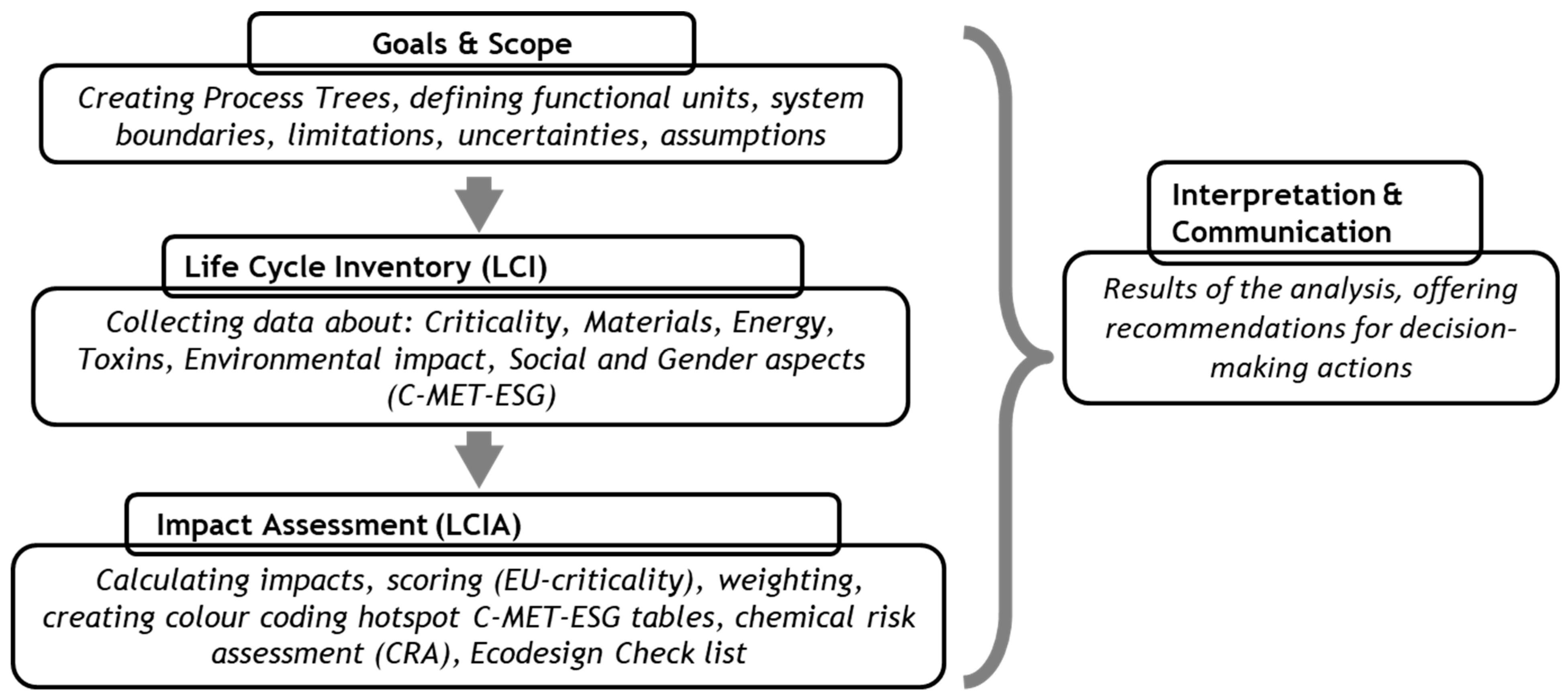
Figure 6.
C-MET-ESG colour-coded hotspot table results for use case 1: clamp band.
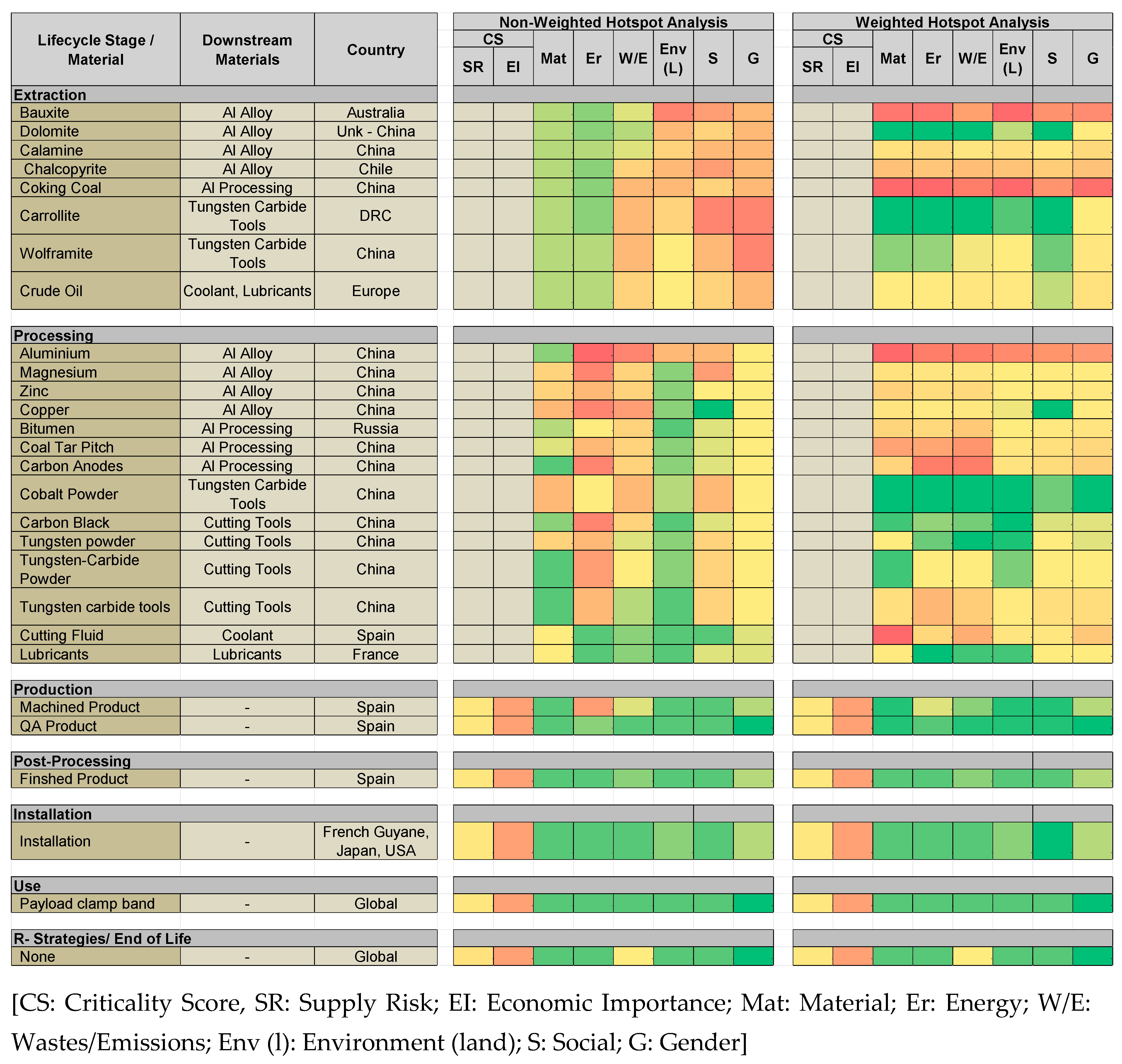
Figure 7.
C-MET-ESG colour-coded hotspot table results for use case 2 & 3: lever and pivot bracket.
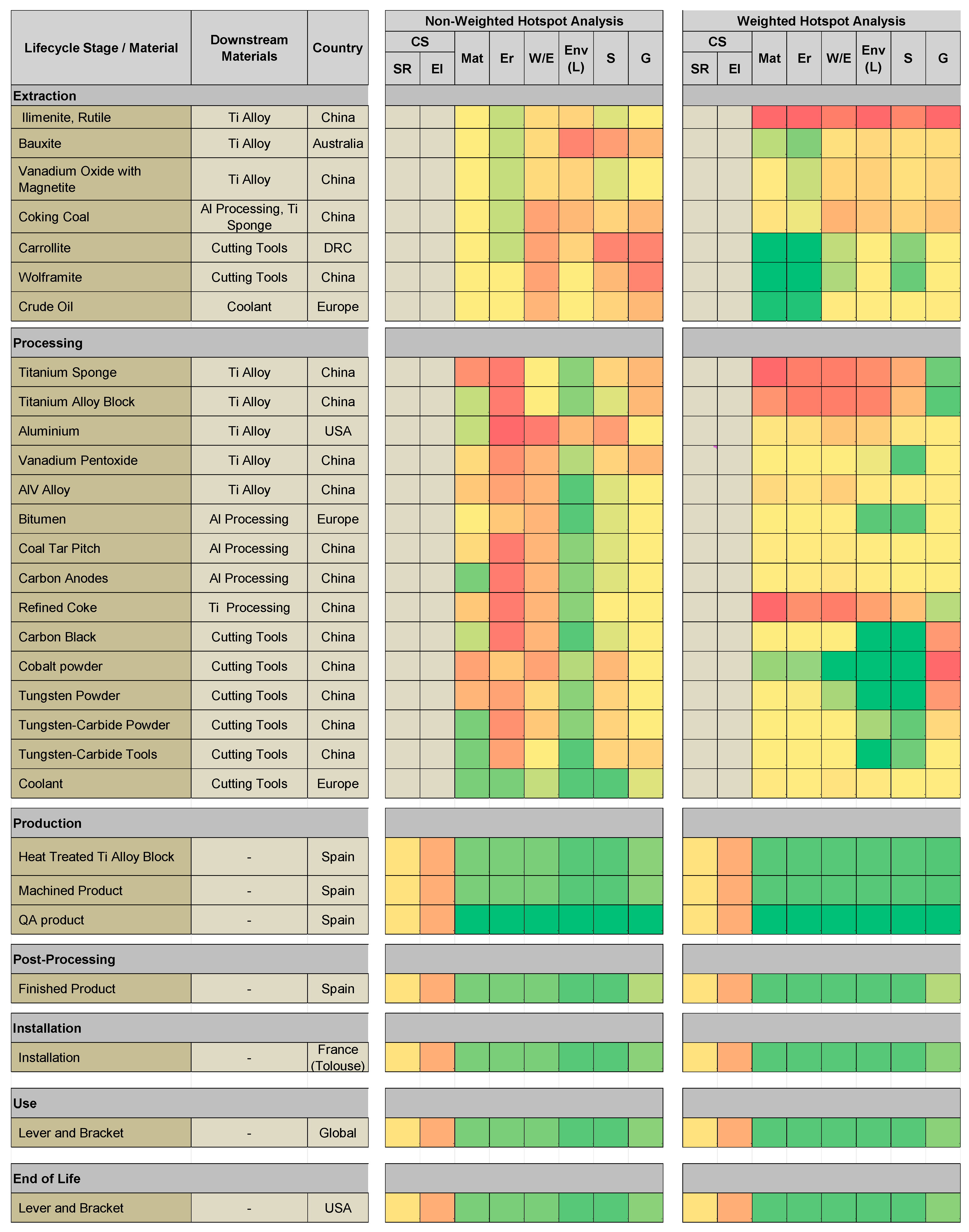
Figure 8.
C-MET-ESG colour-coded hotspot table results for use case 4: femoral component knee implant.
Figure 8.
C-MET-ESG colour-coded hotspot table results for use case 4: femoral component knee implant.
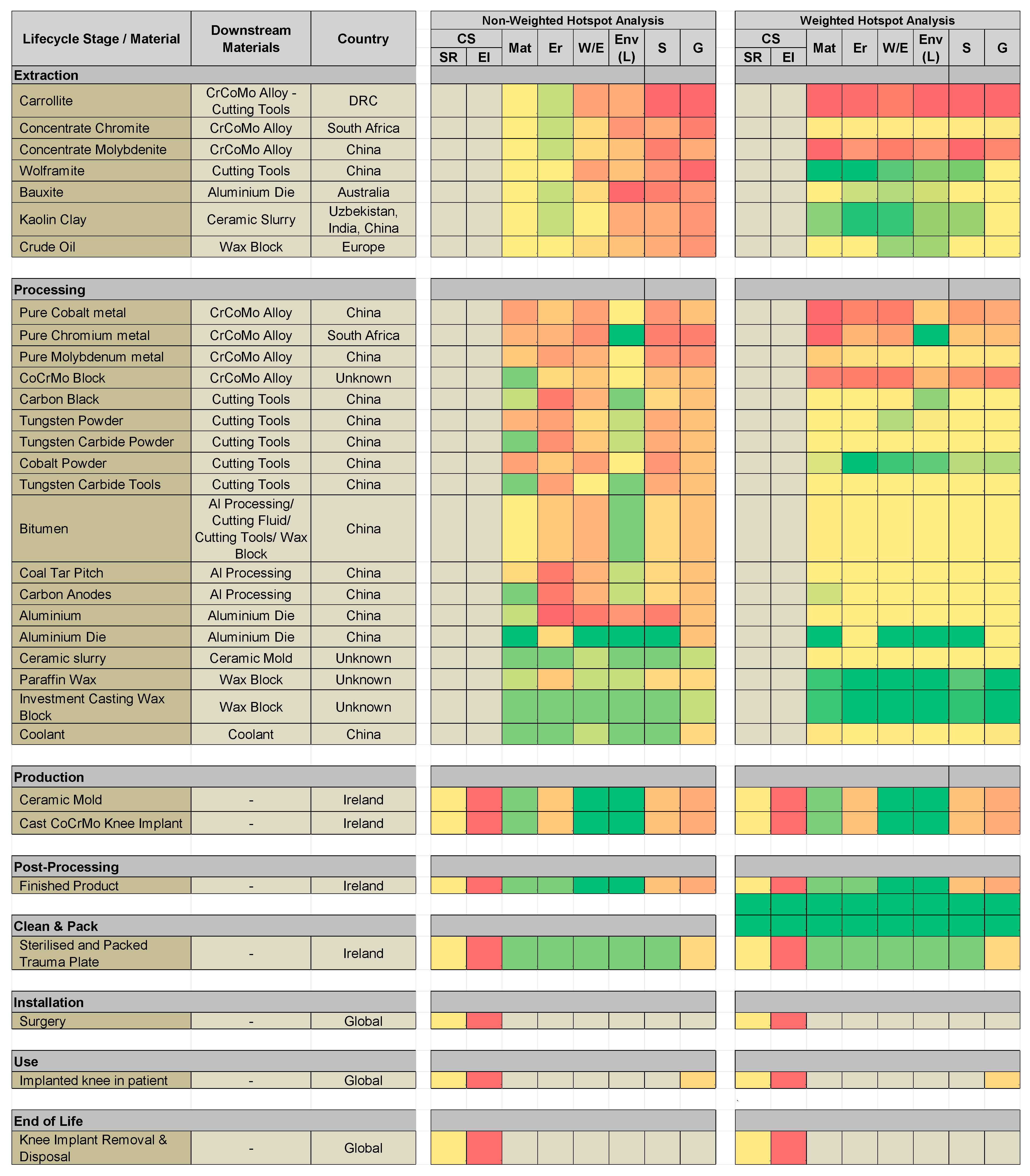
Figure 9.
C-MET-ESG colour-coded hotspot table results for use case 5: trauma plate.
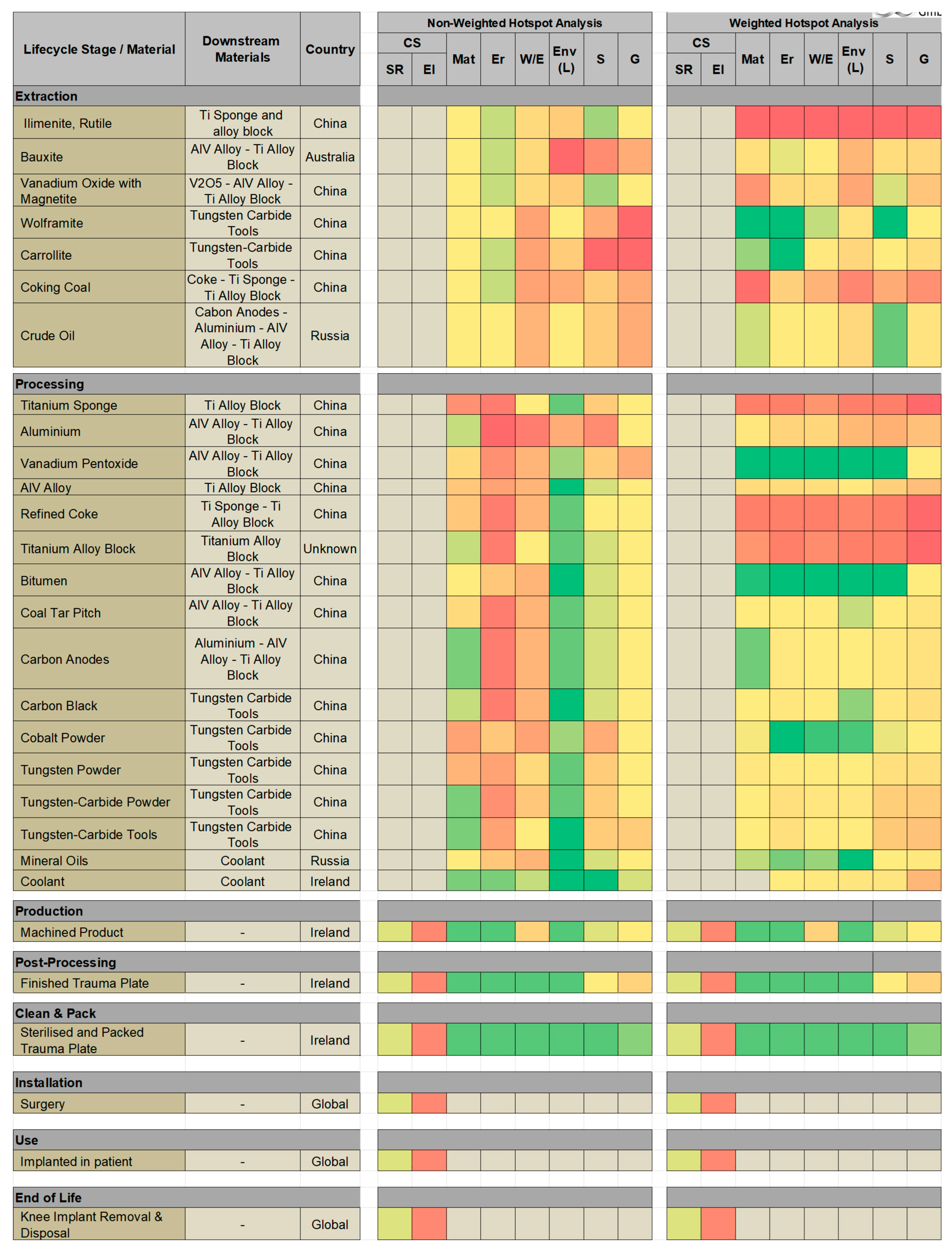
Table 4.
C-MET-ESG criteria definitions.
| Criterion | Definition | Reference |
|---|---|---|
| Material Criticality |
It is represented using the Supply Risk (SR) and Economic Importance (EI) scores from the EU 2023 Critical Raw Materials Report. | [9] |
| Energy | Refer to the total energy required to operate a given process. This includes: fuels, particularly for extraction processes; heat energy, often needed during material processing; and electricity required for operations such as electrolysis or the use of machinery (e.g., CNC machines in production). | [2,7] |
| Toxins (Wastes/Emissions) | Include all solid waste and gaseous emissions released during a process: hazardous or non-hazardous. This category also includes thermal pollution, such as heat discharged via cooling water. | [3] |
| Environmental impacts | Focus primarily on land-related effects, including changes in land use and their consequences for vegetation, wildlife, and ecosystems. | [21] |
| Social | Cover both the risks and impacts on workers and local communities where specific life cycle activities occur. It captures aspects such as the likelihood and severity of unsafe working conditions and the broader social impacts on nearby populations, particularly vulnerable groups such as children, women, and the aged. | [4,5] |
| Gender | Specifically evaluates gender-differentiated risks and impacts, focusing on how each gender may be uniquely affected by conditions at each life cycle stage. | [22,23] |
Table 5.
Scoring criteria (1 to 10) for other categories (MET-ESG).
| Category | Score 1 | Score 10 |
|---|---|---|
| Material | Consumption of materials with low environmental and/or human health toxicity. | Use of materials with significant environmental and/or human health toxicity. |
| Energy | Low relative energy consumption, defined as kJ/ kg processed. | High relative energy consumption, defined as kJ/kg processed. |
| Toxins (Waste/Emissions) | Low risk of releasing non-hazardous waste or emissions. | Risk of releasing highly hazardous waste or emissions. |
| Environmental | Minimal impact on surrounding land, small facility footprint, and negligible effects on vegetation and animal populations. | Significant land impact, large facility footprint, and major damage to vegetation and animal populations. |
| Social/Gender | Standard procedures with low occupational health and safety risks and minimal impact on local populations, especially vulnerable groups such as women, children, and indigenous peoples. | Poor and unsafe working conditions violate regulations or have significant negative impacts on local vulnerable populations. |
Table 7.
Gender-sensitive outcomes across the five use cases.
| Upstream and extraction stages | Processing and manufacturing |
| Women involved in artisanal and small-scale mining (ASM), often working alongside children in hazardous tasks like bagging and sorting minerals, face unsafe environments, wage disparities, and perpetuated poverty than the men [4,37]. Broader social impacts affect women disproportionately, including resource scarcity, land dispossession, and insecure, low-wage employment with poor legal protections, especially for indigenous communities affected by forced resettlement due to mining [5,38]. Women and girls often bear the burden of water collection, especially where industrial activities deplete or pollute sources, increasing time demands and exposure to harassment risks, which reduce opportunities for education and personal development [21]. |
A significant share of materials in use cases are processed in China, where both genders experience high exposure to hazardous chemicals with limited access to personal protective equipment (PPE) [5,22] In most cases, the women constitute a large part of the factory workforce. Women workers, particularly migrants, often face longer hours, precarious job security and limited access to well-fitting women's PPEs than men. Social vulnerabilities such as wage gaps, limited training and promotion opportunities, childcare deficiencies, and sexual harassment are further compounded risks for women in these settings [5,22]. |
| Metal-allergy risks (use phase) | Chemical exposure risks(Production and post-production) |
| Women show a notably higher prevalence of contact allergies to metals - especially nickel, cobalt, and chromium - with prevalence estimates between 17–22% for nickel allergy in women versus 3–5% in men. [39,40]. Allergic reactions can arise during material handling and manufacturing stages due to repeated occupational exposure, causing dermatitis and other allergic responses [40]. For medical devices like knee implants using cobalt-chromium alloys, women’s higher hypersensitivity rates contribute to clinically relevant local or systemic reactions, potentially impacting implant success [40]. |
Occupational exposure to process chemicals (e.g., solvents, acids, and anodising baths) in manufacturing and finishing stages poses health risks. Both men and women may have increased sensitivity due to biological factors and higher cumulative exposure from both workplace and daily life activities (e.g., household chemical use) [5,22]. |
Table 8.
Example – use case 1, eco-design question.
| Eco-design question: | Are the materials being used toxic to humans? |
|---|---|
| Processing Stage: | Material toxicity is highest during the processing stage. Harmful and toxic chemicals are used in multiple processing steps, e.g., H2SO4 (cobalt, vanadium), H2S (vanadium), HF (Hall–Héroult process for aluminium). Hydrogen fluoride (HF) is highly toxic. TiCl4, generated during carbo-chlorination and used in the Kroll process for titanium, is a toxic, corrosive, water-reactive chemical that, upon contact with water, rapidly forms toxic hydrochloric acid (HCl). |
| Manufacturing Stage: | Material toxicity during manufacturing (CNC machining) is limited, mainly arising from coolant use. Coolant typically consists of water with mineral oil, but still requires proper handling and personal protective equipment (PPE). |
| Recommendations for improvement based on eco-design checklist: | |
| Reduce the use of materials requiring harmful chemicals (e.g., cobalt, vanadium) or highly toxic chemicals (e.g., aluminium, titanium) via improved resource efficiency — for example, by adopting additive manufacturing in place of CNC machining. | |
| Minimise material wastage in downstream processes, thereby reducing the quantity of toxic and harmful chemicals consumed in upstream processing. | |
| Eliminate the generation of toxic, corrosive, water-reactive TiCl4 during titanium processing through material substitution and implementation. | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



