
Submitted:
18 September 2025
Posted:
22 September 2025
You are already at the latest version
Abstract
In this study, a biodegradable Mg-Zn-Nd-Gd alloy was processed via multi-directional forging (MDF) to evaluate its microstructural evolution, mechanical performance, and corrosion behavior. Electron backscattered diffraction (EBSD) analysis was conducted to evaluate the influence of grain size and texture on mechanical strength and corrosion resistance. The average grain size decreased significantly from 118 ± 5 μm in the homogenized state to 30 ± 10 μm after six MDF passes, primarily driven by discontinuous dynamic recrystallization (DDRX). Remarkably, this Mg alloy exhibited a rare synergistic enhancement in both strength and ductility with ultimate tensile strength (UTS) increased by ~59 %, yield strength (YS) by ~90 %, while elongation improved by ~44 % unlike conventional severe plastic deformation (SPD) techniques that often sacrifice ductility for strength. This improvement is attributed to grain refinement, dispersion strengthening from finely distributed Mg12Nd and Mg7Zn3 precipitates, and texture weakening, which facilitated the activation of non-basal slip systems. Despite the mechanical improvements, electrochemical corrosion testing in Hank’s balanced salt solution (HBSS) at 37 °C revealed an increased corrosion rate from 0.1165 mm/year in homogenized condition to 0.2499 mm/year (after six passes of MDF. This was due to the higher fraction of low-angle grain boundaries (LAGBs), weak basal texture, and the presence of electrochemically active fine Mg₇Zn₃ particles. However, the corrosion rate remained within the acceptable range for bioresorbable implant applications, indicating a favorable trade-off between mechanical performance and degradation behavior. These findings demonstrate that MDF processing effectively enhances the strength-ductility synergy of Mg-rare earth alloys while maintaining a clinically acceptable degradation rate, thereby presenting a promising route for next-generation biomedical implants.
Keywords:
Mg-Zn-Nd-Gd alloy
; multidirectional forging
; grain refinement
; mechanical properties
; corrosion and bioimplants
1. Introduction
Biodegradable implants are the new generation implants, gained more attention due to their degradable properties without nontoxic nature [1,2]. The major advantages of biodegradable implants are to avoid secondary surgeries, thus patient feel comfort and reduction of hospital stay cost [3]. From few decades, polymer based biodegradable implants are used for surgeries and implantations [4]. Various polymer-based materials are polylactic acid (PLLA), poly (lactic-co-glycolic acid) (PLGA) and poly(e-caprolactone) (PCL) and some other polymer-based composites are developing to enhance the biological properties [5]. However, the primary problem with polymer-based composites are failing due to their lower strength and bacterial infections. It has been reported that, the bacterial infections are causing and developing after few weeks of surgery and thus leading to damaging and loosening of implant from the surgery location [6]. Thus, its causing irritation, discomfort to patients and araising side effects due to this limitations and problems. On other hand, during surgery procedures, the doctors should apply some external forces on implants to fix at specific location to heal the fracture. While applying theses forces on these polymer-based implants are failing due to their inherent property of lower strengths [7]. Therefore, researchers are looking for metal based degradable implants which possess high, acceptable strength and good biological properties. The major metal degradable materials are magnesium (Mg) and Iron (Fe) based alloys [8]. However, Mg and its alloys are widely used as biodegradable metal implants due to their unique properties, such as biocompatibility and a young’s modulus similar to natural bone, which make them more suitable than Fe-based alloys [9,10]. Various Mg based alloys such as Mg-Ca, Mg-Al, Mg-Zn and Mg-rare earth element alloys are being developed to produce high quality metal biodegradable implants [11,12]. The alloys such as Mg-Y, WE43, etc., are the recent wrought alloys used in real time clinical applications [13,14]. However, some challenges are associated with the currently available commercial Mg based implants. One of the major limitations is low strength and early degradation [15,16].
Recent studies are focused on developing Mg based biodegradable implants with sufficient strength, controlled degradation rates, and excellent biocompatibility. Several methods such as alloying [17,18,19], composites [20,21,22], modifying the microstructure using severe plastic deformation (SPD) techniques such as equal channel angular pressing [23], MDF or multi axial forging (MAF) [24], friction stir processing [25], high pressure torsion, accumulative roll bonding [26] and cyclic extrusion and compression [27]. Out of these afformentioned processes MDF/MAF has been adopted for processing the Mg materials at different processing conditions (strain and temperature). Further, this process is found to be the most promising and unique for miniature applications such as biomedical devices which require both high strength and acceptable corrosion resistance [28,29]. Anne et al. [30] characterised the Mg-4Zn alloy processed at 280 °C upto 5 Passes. The results reported that the corrosion properties increased with increasing number of MDF Passes. This was attributed to the grain refinement and thus increase in length/area of grain boundaries which acted as a physical barrier. The samples processed at 5 Passes exhibited the very fine grain structure and mechanical properties of the alloy increased upto 3 passes and reduced further which was a result of strain hardening and inverse Hall-Petch mechanism [30]. Similar results were observed by Ramesh et al. [31] when Mg-6Zn alloy was processed upto 5 Passes and obtained the minimum grain size 5 µm possess with large number of dislocations and high angle grain boundaries (HAGB’s). There was a significant improvement in the tensile properties and corrosion resistance upto 5 Passes, which was attributed to the grain refinement, high dislocation densities and strain hardening.
Similarly, Cao et al. conducted MDF of Mg-4Zn-2Gd-0.5Ca alloy at 350 °C. They observed that the corrosion resistance of the alloy varied under different processing conditions, which they attributed to the presence of second phase particles, specifically Mg3Zn6Gd and Mg3Zn3Gd2. Homogenized sample exhibited better corrosion resistance compared to MDFed samples. Further with increase in number of MDF passes Mg3Zn3Gd2 volume fraction increased which led to greater corrosion rates [32]. Bahmani et al. [24] investigated the effect of processing temperature in MDF on XM11 Mg alloy containing 0.59 wt.% Ca and 0.52 wt.% Mn and obtained better tensile properties when processed at 300 °C whereas better corrosion properties were found at 220 – 300 °C. However, with increase in the temperature led to the increase in corrosion rate and was attributed to the action of second phase particles [24].
Nevertheless, several investigations reported that the second phase particles plays a significant role in enhancing the corrosion resistance in the Mg-rare earth alloys. However, the combination of mechanical properties and corrosion resistance is a rare aspect of Mg-rare earth alloys. Indeed, the development of high strength and corrosion resistance biocompatible Mg alloys is a quite challenging. Therefore, in the current study the authors attempted to develop the high strength corrosion resistant Mg alloys for bioimplant applications. For this, a Mg- rare earth alloy i.,e Mg-Zn-Nd-Gd alloy has been casted using stir casting technique and later carried out the MDF till 6 Passes. Further, the microstructural, mechanical and corrosion properties has been studied. Finally, the effect of MDF processes on microstructures has been corraborated with corrosion resistance of the Mg-Zn-Nd-Gd alloy.
2. Materials and Methods
2.1. Multi Directional Forging
Details of procurement of metal powders and casting process for fabricating the Mg-Zn-Gd-Nd alloy is mentioned in the authors previous studies [12]. The chemical composition of the alloy is obtained from spark optical emission spectroscopy (OES) and it is given in the Table 1.
The complete experimental set-up details of the MDF is shown in Figure 1((a)-(c)). As-received blocks were homogenized as per ASTM B 661 at 400 °C for 24 h followed by air cooling to room temperature. The homogenized Mg-Zn-Gd-Nd alloy blocks were sectioned in to small rectangular samples of dimension 30 mm × 30 mm × 20 mm obtained through wire cut EDM machining. The samples were forged at a uniform strain rate of 2 mm/min at 250 °C. After each pass of MDF, the samples were rotated to its next forging axis, and the same is repeated for the whole cycle. Figure 1(d) shows the samples processed after MDF at different conditions.
2.2. Microstructural Characterization
The samples for all the microstructure characterisations were extracted from the plane parallel to the final forging axis. The samples were sequentially polished by SiC abrasive papers with different granularities from 120 to 2000 grit size, followed by mechanical buffing using a velvet polishing cloth. To eliminate the scratches induced by mechanical grinding and to prevent the rise of temperature in this process, diamond suspension with a particle size of 1 μm – 3 μm along with kerosene was also utilized during elaborate polishing.
Samples were etched with a solution containing 10 g oxalic acid + 1 mL nitric acid + 4 mL acetic acid + 200 mL distilled water for 10 - 20 s. The surface morphology of homogenized, 3 Pass and 6 Pass samples were observed using an Optical Microscope (OM, Zeiss, Aixolab A1) and Scanning Electron Microscope (SEM, Carl Zesis) equipped with EDX. Samples for EBSD were prepared by sequential polishing using SiC abrasive papers from 120 to 2000 grit, followed by electropolishing at 16 V for 60 sec at -25 °C using Struers AC2 electrolyte as per ASTM E1558 – 09. The EBSD results were analyzed using HKL Channel 5 software. X-ray diffraction (XRD) analysis on the homogenized and MDF samples were performed using Empyrean 3rd Gen, Malvern PAN alytical diffractometer, within the range of 10° - 110° using Cu-Kα source having a wavelength of 1.54 Å at a scan rate of 5 °/min. The linear intercept method has been employed to measure the grain size.
2.3. Mechanical Properties
Tensile samples were extracted from the blocks of homogenized and MDF samples as per ASTM E8 standards with a gauge length of 16 mm. The dimensions of the tensile samples were given in the Figure 1(e) .Tensile testing of 3 samples from each condition (homogenized, 3 Pass and 6 Pass) was performed on the universal testing machine (Shimazdu AG-X plusTM ,100 KN), at a cross head speed of 1 mm/min at room temperature. Here, the tensile testing axis is parallel to forging axis. The fracture surface morphology of the ruptured samples was analyzed through SEM. Microhardness test of homogenized and MDF samples were performed as per ASTM-E384 Standards on Omni Tech Microhardess testing machine. The samples were subjected to load 100 gf and dwell time 10 s were employed to calculate an average microhardness for all the samples.
2.4. Electrochemical Corrosion Testing
The electrochemical corrosion studies of homogenized and MDF samples of dimensions 10 mm × 10 mm × 4 mm in Hank’s body solution at 37 ± 0.1 °C were investigated using a traditional three electrode system in an electrochemical workstation (OrigaFlex chemical workstation). Three electrode system had a saturated caramel electrode (SCE) as the reference electrode, platinum wire as the counter electrode and the sample as the working electrode, followed by which the whole three electrode setup was placed in a water bath at a temperature of 37 ± 0.1 °C. Prior measuring the open circuit potential (OCP) the samples were immersed for about 5 min in hank’s solution to stabilize potential then OCP was measured for about 30 min from -100 to 1000 mV. Electrochemical Impedance Spectroscopy (EIS) measurements were made with a scan rate of 20 mV/sec at the frequency range of 100 KHz to 10 mHz. Potentiodyanamic polarization (PDP) tests were then carried out with a scan rate of 1 mV/s after the EIS measurements. From the current density-potential data, tafel plots were generated. Corrosion rate (mm/y) is calculated according to ASTM G108. The corrosion rate is quantified using the following equation (1) [33] give below.
Where, is corrosion rate in mm/y and Icorr in mA/cm2.
3. Results and Discussion
3.1. Microstructure and Phase Evolution of the MDF Samples
The OM and SEM microstructures of the homogenized and MDF (3 Pass and 6 Pass) samples are shown in Figure 2 and Figure 3 respectively. The as-cast sample was homogenized at 400 °C for 24 h to obtain uniformity and to dissolve micro irregularities formed during casting and alloying. Homogenized sample exhibited equiaxed honey comb shaped grain structure (α- Mg) as shown in the Figure 2(a) with an average grain size of 118 µm ± 5 µm. Further, the grain boundaries were clearly visible and decorated with continuous eutectic network of second phase particles along the grain boundaries and fine particles in the grain interior. This can be clear from SEM microstructures given in Figure 3(a). After 3 Passes of MDF, microstructure exhibited a mixture of coarse and fine grains distributed in an uneven manner (Figure 2(b)) with average grain size of 40 ± 10 µm.
A similar observations in the MDF processed Mg-rare earth alloys were reported by few researchers [34,35]. The obtained bimodal grain structure formed during MDF at a cumulative strain of ε3=1.2, driven by DDRX. This strain regime promoted partial recrystallization, resulting in a mix of fine DRXed grains (~1–5 µm) and residual coarse grains (~20–110 µm). After 6 Passes of MDF, further the grain size was reduced upto 30 ± 10 µm due to subdivision of grains and the formation of new fine grains inside the grain. It has been observed that with increase in the cumulative strain (ε6=2.43) grain size decreases. The eutectic network of second phase particles observed along the grain boundary in the homogenized condition is fragmented during MDF process, dispersed and distributed non-uniformly through out the α-Mg matrix. This can be confirmed from the SEM microstructures provided in the Figure 3 (b) and (c). These second phase particles will enhance the DDRX through particle stimulated nucleation (PSN) leads to formation of fine grains along the grain boundaries and inside the grains [36]. Finally, the microstructure turns in to bimodal grain microstructure Figure 2(c).
Figure 4 shows the EDS mapping of the homogenized and MDF samples. A higher percentage of α-Mg rich phases and Zn-Nd rich secondary phases were present in the microstructure of the Mg-Zn-Gd-Nd alloy, which was supported by the EDS mapping shown in the Figure 4(a) which revealed a distinct atomic contrast for the elements Mg, Zn, and Nd. The eutectic network of second phase particles in the homogenized sample had a continuous type distribution along the grain boundaries as shown in the Figure 3(a) and 4(a). After 3 Passes of MDF, second phase particles distribution was found to be semi-continuous in an uniform manner along the grain boundaries. The presence of very fine second phase particles near and inside the grain boundaries (Figure 3(b) and 4(b)) has also been observed. Further, after 6 Passes of MDF the second phase particle distribution was dis-continuous along the grain boundaries and were distributed in a non-uniform manner (Figure 3(c) and 4(c)). The density of fine second phase particles were increased compared to 3 Pass and the same can be reflected in the Figure 3(c) and 4(c). This is mainly due to high cummulative strain during the MDF process and encourages to the formation of strain induced precipitation and similar observations were reported by Cao et al [32] and Yang et al. [37].
Figure 5 shows the XRD patterns of homogenized and MDF samples. For all the three conditions it has been exhibited α-Mg as the major phase, however after MDF Passes the peaks corresponded to different second phase particles such as MgZn, Mg7Zn3 and Mg12Nd. The variation in the intensity of the peaks corresponding to Mg12Nd and Mg7Zn3 at different processed conditions can be observed due to the dissolution of particles, further the major second phase particles of Mg-Zn-Gd-Nd alloy can be considered as Mg12Nd and Mg7Zn3 as observed in XRD and the EDX composition, these observations were consistent with authors reported in [12,38]. Hence, through XRD phase analysis it is confirmed that the eutectic network is Mg12Nd and fine second phase particles are Mg7Zn3. Further, no peaks corresponded to GdZn phase in 6 Pass samples due to the dissolution of particles.
Inverse pole figure (IPF) and pole figure (PF) maps has been obtained through EBSD analysis of samples processed at different conditions are indicated in the Figure 6. It has been observed that, the homogenized sample exhibited an equiaxed honeycomb type grain structure with average grain size of 118 ± 5 µm (Figure 6(a)). Upon MDF processing a mixture of both fine and coarse grains i.e., a bimodal grain structure has been observed in both 3 Pass and 6 Pass samples and further no traces of twins are generated (Figure 6(b) and (c)). This can be attributed to mainly three possible reasons: (i) the high temperature during MDF (ii) the orientation of grains during deformation such that restricted the twinning activation and (iii) reduction in grain size (for 3 pass 40 ± 10 µm and for 6 pass 30 ± 10 µm) upon increase in strain accumulation with increase in MDF Passes. However, a significant reduction in grain size is observed after MDF Passes. Primarily, a random texture (Figure 6(d)) has been observed in the homogenized sample. After MDF, the random texture turned in to near-net strong basal texture. The basal (0001) PF’s (Figure 6(e) and (f)) confirms the presence of texture but slightly weakened along the basal plane (0002) after MDF Passes. The presence of random texture in the Mg-rare earth alloys after SPD is quite common and widely reported [39,40,41,42].
The distribution of grain boundary misorientation angles is presented in Figure 6(g). A marked increase in the fraction of LAGBs (1–15°) is observed in the MDF processed samples, rising from 48 % in the homogenized condition to 84 % post-processing. This increase is primarily attributed to the formation of fine sub-grains and a high density of dislocations generated during the MDF process. Concurrently, a significant reduction in the fraction of HAGBs (15–180°) is observed, decreasing from 52 % in the homogenized sample to 17 % in the MDF processed samples. Notably, the maximum fraction of HAGBs was found in the homogenized condition. The higher fraction of HAGBs in the homogenized sample is known to enhance corrosion resistance in Mg–rare earth alloys [43], a point that will be further discussed in Section 3.3 on corrosion behavior.
3.2. Mechanical Response
3.2.1. Tensile Behavior and Fracture Analysis
Engineering stress – strain curves of homogenized and MDF samples are plotted in the Figure 7(a). Figure 7(b) summarizes the mechanical properties of samples processed at different conditions. It has been observed that the YS, UTS and % of elongation has been increased with increasing number of MDF Passes. The YS and UTS of homogenized sample were 96 ± 3 MPa and 151 ± 4 MPa respectively. The maximum UTS is observed in the 6 Pass sample (250 ± 7 MPa), followed by 3 Pass (219 ± 6 MPa) and then homogenized (151 ± 4 MPa). Similar trend has been observed in the YS and % elongation of the 6 Pass sample. Indeed, it is noticed that overall 59 % increase in UTS and 92 % increase in YS and 40 % increase in elongation is observed in the 6 Pass sample compared to the homogenized sample. This unique combination of highest strength and ductility is significant and very special for bioimplant applications [44]. The increase in the YS and UTS after MDF can be primarily attributed to MDF induced grain refinement due to high strain accumulation and dispersion strengthening from second phase particles Mg12Nd and Mg7Zn3 [45,46]. While after 6 Passes of MDF, the continuous eutectic network had fragmented in to discontinuous particles and distributed non-uniformly in the α-Mg matrix. This could restricted the premature failure for the sample and enhances the ductility. Further, the significant enhancement in the elongation of the 3 and 6 Pass samples is primarily attributed to weak basal texture observed in the Figure 6(e) and (f) obtained after MDF process. The weakening of texture in Mg-rare earth alloys helps in enhancing the ductility of samples. This phenomenon is well addressed and documented by the researchers and authors previous findings [41,47]. In addtion, the MDF samples exhibit outstanding elongation because activation of different slip systems that are introduced after texture randomization/weakend really boosted the elongation [48,49].
3.2.2. Microhardness Evolution
The microhardness results of the samples processed under different conditions are presented in Figure 7(b). The homogenized sample exhibited an average microhardness of 60 ± 1 HV, which was the lowest among all conditions. A notable increase in microhardness was observed after MDF of the Mg-Zn-Nd-Gd alloy. Specifically, the samples processed through 3 and 6 passes exhibited average microhardness values of 68 ± 1.2 HV and 72 ± 1.7 HV, respectively. However, the increase from 3 to 6 passes was relatively modest, which can be attributed to the complete dissolution of the GdZn phase after 6 passes, as confirmed by XRD analysis (Figure 5). Overall, the MDF process led to an enhancement of approximately 20% in microhardness compared to the homogenized condition. This improvement can be primarily ascribed to grain refinement (Figure 6), strain hardening, and dispersion strengthening resulting from the presence of secondary phase particles such as Mg₁₂Nd and Mg₇Zn₃ along both the grain boundaries and interiors of the MDF-processed samples [50].
Figure 8 reveals the fracture surface of the homogenized and MDF samples. The homogenized sample fracture surfaces revealed tearing ridges and micro cracks leading to macro-ones (Figure 8(a)). The presence of tearing edge and cleavage facets is an indication of brittle fracture, the converging of certain micro cracks to macro crack leading to the formation of tearing edge has been observed (Figure 8(a)). Mg alloys usually have brittle type of failure due to the restricted dislocation system; the formation of the cleavage facets can be attributed to the presence of large α-Mg grains [51] . However, the samples processed for 3 Pass exhibited the presence of dimples of different dimensions and also river like pattern as shown in the Figure 8(b). This indicates that the 3 Pass samples showed a mixed mode of fracture (brittle + ductile) with considerable percentage of elongation. This can be attributed to the grain refinement as a result of MDF processing. Reduction in tearing edges and the size of dimples was observed in samples processed upto 6 Pass as shown in the Figure 8(c). Compared to the 3 Pass and 6 Pass samples had a greater grain refinement in microstructure as a result the reduction in dimple size and increase in elongation percentage could be observed. Fracture of samples processed at 6 Pass is a combination of brittle and ductile fracture and more dominated by ductile nature. The depth of the dimple depends on microstructure and plasticity of material [52,53].
3.3. Electrochemical Corrosion Behavior
3.3.1. Potentiodynamic Polarization Studies
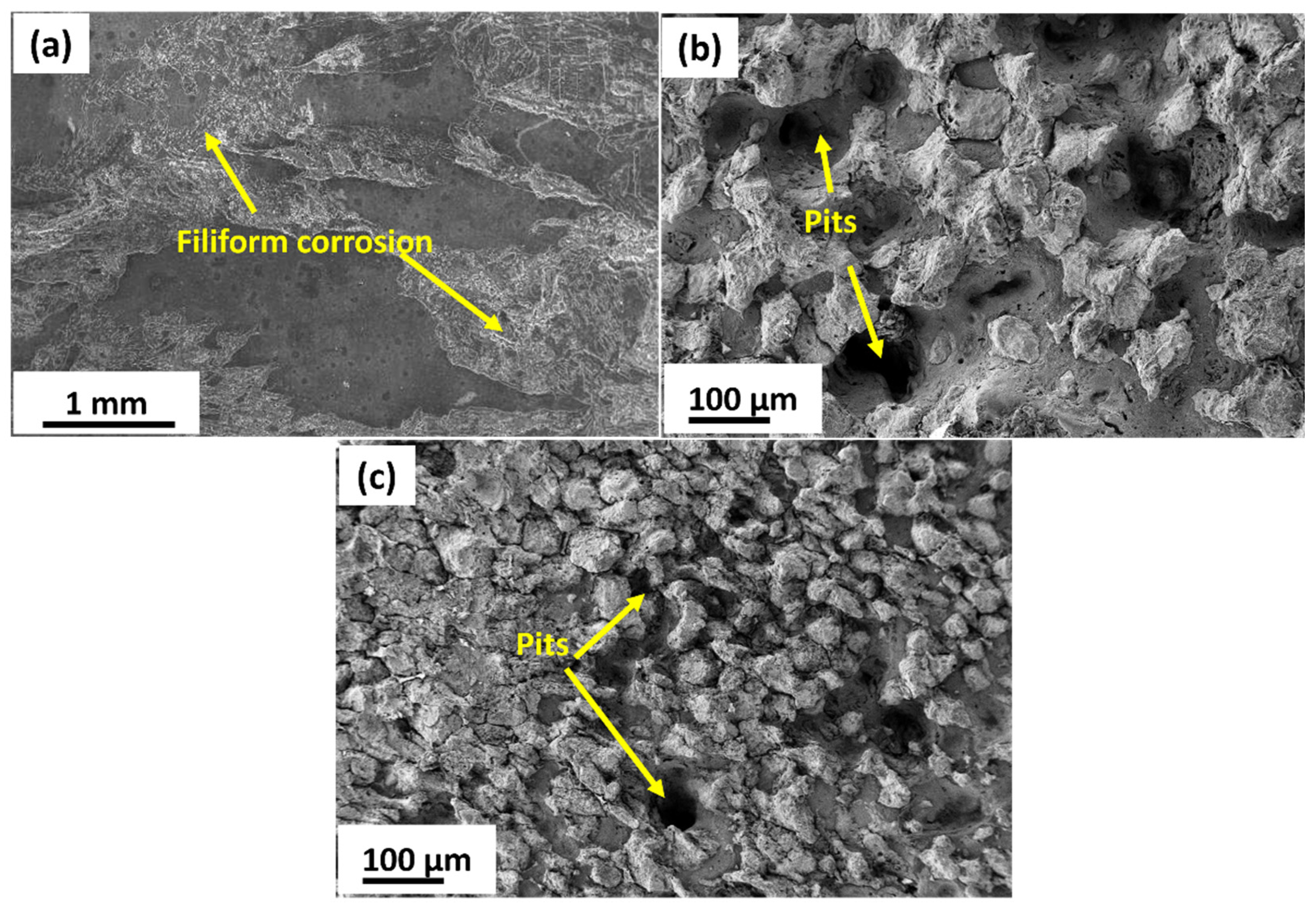
Potentiodynamic polarization curves of the homogenized and MDF samples tested at 37 ± 1 ºC in hank body solution is plotted in the Figure 9(a). The measured parameters such as corrosion potential (Ecorr) , corrosion current density (Icorr) , anodic slope (βa) and cathodic slope (βc) were calculated from Tafel plots and tabulated in the Table 2. From the Table 2. it can be inferred that corrosion rate increased after MDF process. However, the corrosion current density is directly proportional to the corrosion density, with increase in corrosion current the corrosion rate also increases. Cathodic curve represents the evolution of hydrogen when subjected to corrosion whereas anodic curve represents the dissolution of Mg. All the samples have similar polarization curve trends having a steep increase in anode curves due to the negative difference effect. Table 2. shows that the homogenized sample had a corrosion potential of -1.2799 V and corrosion current density of 0.0051 mA/cm2, which is the lowest among all the samples processed in different conditions indicating a lesser corrosion rate of 0.1165 mm/yr. From the Figure 9(a), it is observed that, homogenized sample exhibited the filiform type of corrosion, and little part is affected by pitting corrosion. The area fraction of HAGB’s is maximum (55 %) for homogenized sample. A passive layer is formed due to the high fraction of HAGB’s, which could enhanced the corrosion resistance for homogenized sample [54]. After 3 and 6 Pass of MDF, corrosion potential shifted to -1.2967 and -1.1999 respectively which is decreased slightly with increase in corrosion current density compared to the homogenized sample, hence having a slightly higher corrosion rate of 0.4560 mm/yr and 0.2499 mm/yr for 3 and 6 Pass respectively. In strongly textured Mg alloys, Song et al.[55] noticed that surfaces that had higher {0002} basal planes exhibited more corrosion resistance than those with lesser basal planes. In addition, Xin et al. [54] had investigated the effect of texture on corrosion behaviour of AZ31 Mg alloy, and observed similar results which were noticed by the Song et.al. Here, the MDF samples exhibited near-net strong basal texture (weak texture) and the presence of high discontinuous distribution of LAGB’s could lead to galvanic corrosion attack at the grain boundaries. Grain boundaries and LAGB’s exhibit more active sites and energy compared to the substrate, which acts as a highly active site. Consequently, grain refining enhances the area of grain boundaries and LAGB’s, resulting in an enhanced dissolution rate of atoms at the grain boundaries and augmenting the chemical reactivity of the alloy [56]. In addition, Cui et al. [57] studied, the effect of grain size and second phase particles on corrosion behaviour of Mg-3Al-5Pb-1Ga-Y alloy. They found that, the presence of high fraction of LAGB’s and fine second phase particles enhanced the corrosion rate. After 3 pass, the bimodal grain structure (coarse unrecrystallized + fine DRXed grains) introduced moderate surface energy heterogeneity, with corrosion initiating preferentially at fine-grained regions (higher energy). The further refined microstructure increased the total grain boundary area and surface free energy after 6 pass, leading to a more pronounced corrosion rate. The presence of high fraction of grain boundary is further confirmed with the grain boundary distribution presented in the Figure 6(g). The weakened texture also reduced the fraction of corrosion-resistant basal planes, exacerbating material degradation [58].
3.3.2. Electrochemical Impedance Spectroscopy
Nyquist and Bode plots of Homogenized and MDFed samples in Hank’s body solution at 37 ± 0.1 °C are shown in the Figure 9(b) and (c). EIS provides the inductive and capacitance loop and also the used to investigate the electrochemical interface between electrode and electrolytes. Nyquist plot depicts a semicircle which indicated the capacitance arc and the formation of protective film and degradation of it. The capacitance arc’s diameter represents the corrosion resistance of Mg-Zn-Gd-Nd alloy, from the Figure 9(b) it can be observed that the all the samples exhibited depressed semicircles also homogenized sample had larger semicircle followed by 6 and 3 Pass samples indicating better corrosion resistance for homogenized sample. Equivalent circuit used to analyze the Nyquist is shown in the Figure 9(c). High frequency capacitive loop of electrode reaction process was described using a parallel circuit of electric double layer capacitance cell (Cdl) and charge transfer (Rt). Constant phase elements (CPE1 and CPE2) and a film resistance Rf were introduced to the circuit. If the metals exhibit better corrosion resistance, it is difficult to transfer charges between the solution and the sample surface, so Rt becomes higher. It is noticed that, Rt values for homogenized, 3 Pass and 6 Pass samples are 244.5 ohm.cm2, 34.9 ohm.cm2 and 144.5 ohm.cm2 respectively. Therefore, the corrosion resistance for homogenized sample increased when compared to MDF samples.
The corrosion rate of MDF processed samples upto 3 Pass has been declined compared to homogenized sample. However, there is a slight decrease in corrosion rate of 6 Pass samples compared to 3 Pass samples and the primary reason can be attributed to the type, phase and distribution of the second phase particles present in the microstructure. However, the corrosion resistance depends on the electrode potential of the matrix and the adjoining phases, the majority of the second phase particles identified through EDX and XRD is Mg12Nd and Mg7Zn3 (Figure 4(b and c) and Figure 5(b and c)), these phases will corrode first if the potential of the phase is lower than that of the substrate. From the Figure 11, it is noticed that, 3 and 6 pass samples have experienced the pitting corrosion. The corrosion potential of second phase particles are lower than Mg substrate, so that the second phase particles acted as anode and dissolved preferentially [59]. However, as reported in the microstructure results the distribution of the second phase particles Mg12Nd was continuous among the grain boundaries in homogenized sample whereas semi-continuous with respect to 3 and 6 Pass samples. Therefore, it cannot provide better protection to the substrate if its distribution is discontinuous. The corrosion resistance of Mg alloy is closely related to the length of grain boundary which acts as a physical barrier [60]. The fragmented fine second phase particles acts as cathode near the LAGB’s and α-Mg matrix acts as anode, which forms a micro galvanic couple. Figure 11(b) and (c), it is observed that pitting corrosion occurred at the grain boundaries region for the both samples due to the severe galvanic effect which could increased corrosion rate after MDF on Mg-Zn-Nd-Gd alloy.
Figure 10.
Surface morphologies after corrosion testing: (a) Homogenized, (b) 3 Pass and (c) 6 Pass samples.
Figure 10.
Surface morphologies after corrosion testing: (a) Homogenized, (b) 3 Pass and (c) 6 Pass samples.
4. Conclusions
The biodegradable homogenized Mg-Zn-Gd-Nd alloy was successfully processed through MDF up to 6 Passes at 250 °C with a cumulative strain of 2.43. Mechanical and microstructural characterizations were carried out to study the effect of MDF on the Mg-Zn-Gd-Nd alloy. To evaluate its suitability for biomedical applications, the corrosion behavior of the alloy was analyzed in Hank’s body solution at 37 °C under various processing conditions. Key findings from the study are summarized below:
- Grain size reduced from 118 ± 5 µm in homogenized condition to 30 ± 10 µm after 6 passes with uniform distribution of Mg7Zn3 fine particles and semi-continuous Mg12Nd eutectic network.
- The microhardness of the 6 Pass MDF sample increased by 20 %, while UTS and YS exhibited significant enhancements of 59 % and 90 %, respectively compared to homogenized sample. This is due to the fact that the grain refinement, strain hardening and dispersion strengtherning from the second phase particles.
- Additionally, the ductility of the 6 Pass MDF sample improved remarkably, with a 44% increase in elongation, attributed to texture weakening and uniform distribution second phase distribution (resist premature failure).
- Homogenized sample exhibited better corrosion resistance compared to MDF processed samples. Although the corrosion rate of 6 Pass MDF processed sample (0.2499 mm/yr) is higher than that of homogenosed samples (0.1165 mm/yr), this remains within an acceptable range for biodegradable implant applications.
- The slight reduction in corrosion resistance of the MDF processed samples can be attributed to high fraction of LAGB’s and fine second phase particles; however, it does not compromise the alloy’s suitability for biomedical use. Instead, the controlled degradation rate aligns well with the clinical requirements for biodegradable implants, where gradual material dissolution is essential for tissue regeneration.
Data Availability
The data that support the findings of this study can be requested from the corresponding author upon reasonable request.
Acknowledgements
This work was supported by the Deanship of Scientific Research, Vice Presidency for Graduate Studies and Scientific Research, King Faisal University, Saudi Arabia. Grant No. KFU253230.
References
- Zheng, L.; Zhao, S.; Li, Y.; Xu, J.; Yan, W.; Guo, B.; Xu, J.; Jiang, L.; Zhang, Y.; Wei, H.; et al. Engineered MgO nanoparticles for cartilage-bone synergistic therapy. Sci. Adv. 2024, 10. [Google Scholar] [CrossRef]
- Zan, R.; Shen, S.; Huang, Y.; Yu, H.; Liu, Y.; Yang, S. Smart Materials in Medicine Research hotspots and trends of biodegradable magnesium and its alloys. Smart Mater. Med. 2023, 4, 468–479. [Google Scholar] [CrossRef]
- Kačarević, Ž.P.; Rider, P.; Elad, A.; Tadic, D.; Rothamel, D.; Sauer, G.; Bornert, F.; Windisch, P.; Hangyási, D.B.; Molnar, B.; et al. Biodegradable magnesium fixation screw for barrier membranes used in guided bone regeneration. Bioact. Mater. 2022, 14, 15–30. [Google Scholar] [CrossRef]
- Wei, H.; Wee, D.; Toong, Y.; Chen, J.; Ng, K.; Ow, V.; Lu, S.; Poh, L.; En, P.; Wong, H.; et al. Polymer blends and polymer composites for cardiovascular implants. Eur. Polym. J. 2021, 146, 110249. [Google Scholar] [CrossRef]
- Middleton, J.C.; Tipton, A.J. Synthetic biodegradable polymers as orthopedic devices. Biomaterials 2000, 21, 2335–2346. [Google Scholar] [CrossRef]
- P. Taylor, M. Ribeiro, F.J. Monteiro, M.P. Ferraz, M. Ribeiro, F.J. Monteiro, M.P. Ferraz, studying bacterial-material interactions Infection of orthopedic implants with emphasis on bacterial adhesion process and techniques used in studying bacterial-material interactions, (n.d.) 37–41. [CrossRef]
- Loskill, P.; Zeitz, C.; Grandthyll, S.; Thewes, N.; Müller, F.; Bischoff, M.; Herrmann, M.; Jacobs, K. Reduced adhesion of oral bacteria on hydroxyapatite by fluoride treatment. Langmuir 2013, 29, 5528–5533. [Google Scholar] [CrossRef] [PubMed]
- Prakasam, M.; Locs, J.; Salma-Ancane, K.; Loca, D.; Largeteau, A.; Berzina-Cimdina, L. Biodegradable Materials and Metallic Implants—A Review. J. Funct. Biomater. 2017, 8, 44. [Google Scholar] [CrossRef] [PubMed]
- Kumar, K.; Gill, R.S.; Batra, U. Challenges and opportunities for biodegradable magnesium alloy implants. Mater. Technol. 2018, 7857, 1–20. [Google Scholar] [CrossRef]
- Song, G. Control of biodegradation of biocompatable magnesium alloys. Corros. Sci. 2007. [CrossRef]
- Li, Z.; Gu, X.; Lou, S.; Zheng, Y. The development of binary Mg-Ca alloys for use as biodegradable materials within bone. Biomaterials 2008. [Google Scholar] [CrossRef]
- Kottuparambil, R.R.; Bontha, S.; Rangarasaiah, R.M.; Arya, S.B.; Jana, A.; Das, M.; Balla, V.K.; Amrithalingam, S.; Prabhu, T.R. Effect of zinc and rare-earth element addition on mechanical, corrosion, and biological properties of magnesium. J. Mater. Res. 2018, 33, 3466–3478. [Google Scholar] [CrossRef]
- Mehdizade, M.; Eivani, A.R.; Esmaielzadeh, O.; Tabatabaei, F. Fabrication of osteogenesis induced WE43 Mg-Hydroxyapatite composites with low biodegradability and increased biocompatibility for orthopedic implant applications. J. Mater. Res. Technol. 2023, 25, 4277–4298. [Google Scholar] [CrossRef]
- Gu, X.N.; Li, S.S.; Li, X.M.; Fan, Y.B. Magnesium based degradable biomaterials: A review. Front. Mater. Sci. 2014, 8, 200–218. [Google Scholar] [CrossRef]
- Cao, F.; Song, G.L.; Atrens, A. Corrosion and passivation of magnesium alloys. Corros. Sci. 2016, 111, 835–845. [Google Scholar] [CrossRef]
- Atrens, A.; Shi, Z.; Mehreen, S.U.; Johnston, S.; Song, G.; Chen, X.; Pan, F. Review of Mg alloy corrosion rates. J. Magnes. Alloy. 2020, 8, 989–998. [Google Scholar] [CrossRef]
- Zhao, M.C.; Zhao, Y.C.; Yin, D.F.; Wang, S.; Shangguan, Y.M.; Liu, C.; Tan, L.L.; Shuai, C.J.; Yang, K.; Atrens, A. Biodegradation Behavior of Coated As-Extruded Mg–Sr Alloy in Simulated Body Fluid. Acta Metall. Sin. (English Lett.) 2019, 32, 1195–1206. [Google Scholar] [CrossRef]
- Razzaghi, M.; Kasiri-Asgarani, M.; Bakhsheshi-Rad, H.R.; Ghayour, H. In Vitro Degradation, Antibacterial Activity and Cytotoxicity of Mg-3Zn-xAg Nanocomposites Synthesized by Mechanical Alloying for Implant Applications. J. Mater. Eng. Perform. 2019, 28, 1441–1455. [Google Scholar] [CrossRef]
- A. Gungor, A. Incesu, Effects of alloying elements and thermomechanical process on the mechanical and corrosion properties of biodegradable Mg alloys, 9 (2021) 241–253. [CrossRef]
- Yamasaki, Y.; Yoshida, Y.; Okazaki, M.; Shimazu, A.; Kubo, T.; Akagawa, Y.; Uchida, T. Action of FGMgCO3Ap-collagen composite in promoting bone formation. Biomaterials 2003, 24, 4913–4920. [Google Scholar] [CrossRef]
- Rokkala, U.; Jana, A.; Bontha, S.; Ramesh, M.R.; Balla, V.K. Comparative investigation of coating and friction stir processing on mg-Zn-Dy alloy for improving antibacterial, bioactive and corrosion behaviour. Surf. Coatings Technol. 2021, 425, 127708. [Google Scholar] [CrossRef]
- Khan, M.F.; Rokkala, U. Development of high strength and corrosion resistance Mg-Zn-Dy/HA-Ag composite for temporary implant applications. Mater. Lett. 2023, 347, 134604. [Google Scholar] [CrossRef]
- Prithivirajan, S.; Narendranath, S.; Desai, V. Analysing the combined effect of crystallographic orientation and grain refinement on mechanical properties and corrosion behaviour of ECAPed ZE41 Mg alloy. J. Magnes. Alloy. 2020, 8, 1128–1143. [Google Scholar] [CrossRef]
- Bahmani, A.; Arthanari, S.; Shin, K.S. Achieving a high corrosion resistant and high strength magnesium alloy using multi directional forging. J. Alloys Compd. 2021, 856, 158077. [Google Scholar] [CrossRef]
- A. Kumar, F.K. MD, S.K. Panigrahi, G.P. Chaudhari, Microstructural evolution and corrosion behaviour of friction stir-processed QE22 magnesium alloy, 39 (2021) 351–360. [CrossRef]
- Sun, L.; Li, F.; Zhang, J.Y.; Niu, W.T.; Cao, M.Z. Mechanism of work hardening and softening behavior of AZ31 magnesium alloy sheets with hard plate accumulative roll bonding. J. Magnes. Alloy. 2024. [Google Scholar] [CrossRef]
- Ebrahimi, M.; Wang, Q.; Attarilar, S. A comprehensive review of magnesium-based alloys and composites processed by cyclic extrusion compression and the related techniques. Prog. Mater. Sci. 2023, 131, 101016. [Google Scholar] [CrossRef]
- H. Miura, X. Yang, T. Sakai, Evolution of Ultra-Fine Grains in AZ31 and AZ61 Mg Alloys during Multi Directional Forging and Their Properties Temperature / K ( b ) Single pass, 49 (2008) 1015–1020. [CrossRef]
- Zhang, Z.; Yuan, L.; Zheng, M.; Wei, Q.; Shan, D.; Guo, B. Achievement of high strength and good ductility in the large-size AZ80 Mg alloy using a designed multi-directional forging process and aging treatment. J. Mater. Process. Tech. 2023, 311, 117828. [Google Scholar] [CrossRef]
- G. Anne, R. Sampath, G. Kumar, Development, Characterization, Mechanical and Corrosion Behaviour Investigation of Multi-direction Forged Mg–Zn Alloy, (2019). [CrossRef]
- Ramesh, S.; Anne, G.; Nayaka, H.S.; Sahu, S.; Ramesh, M.R. Influence of Multidirectional Forging on Microstructural, Mechanical, and Corrosion Behavior of Mg-Zn Alloy. J. Mater. Eng. Perform. 2019. [Google Scholar] [CrossRef]
- Cao, F.; Deng, K.; Nie, K.; Kang, J.; Niu, H. Microstructure and corrosion properties of Mg-4Zn-2Gd-0.5Ca alloy influenced by multidirectional forging. J. Alloys Compd. 2019, 770, 1208–1220. [Google Scholar] [CrossRef]
- Zhao, M.-C.; Liu, M.; Song, G.-L.; Atrens, A. Influence of pH and chloride ion concentration on the corrosion of Mg alloy ZE41. Corros. Sci. 2008, 50, 3168–3178. [Google Scholar] [CrossRef]
- Li, J.; Han, Q.; Han, X.; Yi, X. Strength – ductility synergy in Mg-Gd-Y-Zr alloys via texture engineering in bi-directional forging. J. Magnes. Alloy. 2024, 12, 4709–4721. [Google Scholar] [CrossRef]
- R. Wang, F. Yan, J. Sun, W. Xing, S. Li, Microstructural Evolution and Mechanical Properties of Extruded AZ80 Magnesium Alloy during Room Temperature Multidirectional Forging Based on Twin Deformation Mode, (2024).
- Mohammed, S.M.A.K.; Nisar, A.; John, D.; Sukumaran, A.K.; Fu, Y.; Paul, T.; Hernandez, A.; Seal, S.; Agarwal, A. Boron nitride nanotubes induced strengthening in aluminum 7075 composite via cryomilling and spark plasma sintering. Adv. Compos. Hybrid Mater. 2025, 8. [Google Scholar] [CrossRef]
- Microstructure Optimization and Strengthening Mechanisms of in-situ TiB2/Al-Cu Composite after Six-Passes Multi-directional Forging. Int. J. Miner. Metall. Mater. 2024. [CrossRef]
- Zhang, J.; Kang, Z.; Zhou, L. Microstructure evolution and mechanical properties of Mg-Gd-Nd-Zn-Zr alloy processed by equal channel angular pressing. Mater. Sci. Eng. A 2015, 647, 184–190. [Google Scholar] [CrossRef]
- Khan, F.; Panigrahi, S.K. Achieving excellent superplasticity in an ultra fi ne-grained QE22 alloy at both high strain rate and low-temperature regimes. J. Alloys Compd. 2018, 747, 71–82. [Google Scholar] [CrossRef]
- Rokkala, U.; Bontha, S.; Ramesh, M.R.; Balla, V.K.; Srinivasan, A.; Kailas, S.V. Tailoring surface characteristics of bioabsorbable Mg-Zn-Dy alloy using friction stir processing for improved wettability and degradation behavior. J. Mater. Res. Technol. 2021, 12, 1530–1542. [Google Scholar] [CrossRef]
- MD, F.K.; Karthik, G.M.; Panigrahi, S.K.; Janaki Ram, G.D. Friction stir processing of QE22 magnesium alloy to achieve ultrafine-grained microstructure with enhanced room temperature ductility and texture weakening. Mater. Charact. 2019, 147, 365–378. [Google Scholar] [CrossRef]
- Xin, R.; Zheng, X.; Liu, Z.; Liu, D.; Qiu, R.; Li, Z.; Liu, Q. Microstructure and texture evolution of an Mg–Gd–Y–Nd–Zr alloy during friction stir processing. J. Alloys Compd. 2016, 659, 51–59. [Google Scholar] [CrossRef]
- Rokkala, U.; Bontha, S.; Ramesh, M.R.; Krishna, V.; Srinivasan, A.; Kailas, S. V Tailoring surface characteristics of bioabsorbable Mg-Zn-Dy alloy using friction stir processing for improved wettability and degradation behavior. J. Mater. Res. Technol. 2021, 12, 1530–1542. [Google Scholar] [CrossRef]
- U. Rokkala, S. Bontha, Influence of friction stir processing on microstructure , mechanical properties and corrosion behaviour of Mg-Zn-Dy alloy, (2023). [CrossRef]
- Dong, B.; Che, X.; Zhang, Z.; Yu, J.; Meng, M. Microstructure evolution and microhardness of Mg-13Gd-4Y e 2Zn- 0. 5Zr alloy via pre-solution and multi-directional forging ( MDF ) process. J. Alloys Compd. 2021, 853, 157066. [Google Scholar] [CrossRef]
- Wang, Z.; Zhao, X.; Li, S.; Yu, J. Strengthening mechanism based on dislocation-twin interaction under room temperature multi-directional forging of AZ80 Mg alloy. J. Mater. Res. Technol. 2024, 29, 3656–3672. [Google Scholar] [CrossRef]
- MD, F.K.; Panigrahi, S.K. Achieving excellent superplasticity in an ultrafine-grained QE22 alloy at both high strain rate and low-temperature regimes. J. Alloys Compd. 2018, 747, 71–82. [Google Scholar] [CrossRef]
- Wei, Q.; Yuan, L.; Ma, X.; Zheng, M.; Shan, D.; Guo, B. Strengthening of low-cost rare earth magnesium alloy Mg-7Gd-2Y–1Zn-0.5Zr through multi-directional forging. Mater. Sci. Eng. A 2022, 831, 142144. [Google Scholar] [CrossRef]
- Wei, Q.; Yuan, L.; Shan, D.; Guo, B. Study on the microstructure and mechanical properties of ZK60 magnesium alloy with submicron twins and precipitates obtained by room temperature multi-directional forging. J. Mater. Sci. 2023, 58, 13236–13250. [Google Scholar] [CrossRef]
- Khaleghi, A.A.; Salevati, M.A.; Sabbaghian, M.; Fekete-Horváth, K.; Drozdenko, D.; Máthis, K.; Akbaripanah, F. Comparing the microstructural and mechanical improvements of AZ80/SiC nanocomposite using DECLE and MDF processes. Mater. Sci. Eng. A 2024, 892, 146020. [Google Scholar] [CrossRef]
- Li, J.; He, Z.; Fu, P.; Wu, Y.; Peng, L.; Ding, W. Heat treatment and mechanical properties of a high-strength cast Mg-Gd-Zn alloy. Mater. Sci. Eng. A 2016, 651, 745–752. [Google Scholar] [CrossRef]
- Mohammed, S.M.A.K.; Chen, D.L.; Liu, Z.Y.; Ni, D.R.; Wang, Q.Z.; Xiao, B.L.; Ma, Z.Y. Deformation behavior and strengthening mechanisms in a CNT-reinforced bimodal-grained aluminum matrix nanocomposite. Mater. Sci. Eng. A 2021, 817, 141370. [Google Scholar] [CrossRef]
- Praveen, T.R.; Shivananda Nayaka, H.; Swaroop, S.; Gopi, K.R. Strength enhancement of magnesium alloy through equal channel angular pressing and laser shock peening. Appl. Surf. Sci. 2020, 512, 145755. [Google Scholar] [CrossRef]
- Xin, R.; Luo, Y.; Zuo, A.; Gao, J.; Liu, Q. Texture effect on corrosion behavior of AZ31 Mg alloy in simulated physiological environment. Mater. Lett. 2012, 72, 1–4. [Google Scholar] [CrossRef]
- G. Song, The Effect of Texture on the Corrosion Behavior of AZ31 Mg Alloy, 64 (2012) 671–679. [CrossRef]
- Maric, M.; Muránsky, O.; Karatchevtseva, I.; Ungár, T.; Hester, J.; Studer, A.; Scales, N.; Ribárik, G.; Primig, S.; Hill, M.R. The effect of cold-rolling on the microstructure and corrosion behaviour of 316L alloy in FLiNaK molten salt. Corros. Sci. 2018, 142, 133–144. [Google Scholar] [CrossRef]
- Cui, Q.; Yi, D.; Wang, H.; Zhang, J.; Xu, J.; Wang, B. Effects of grain size and secondary phase on corrosion behavior and electrochemical performance of Mg-3Al-5Pb-1Ga-Y sacrificial anode. J. Rare Earths 2019, 37, 1341–1350. [Google Scholar] [CrossRef]
- Bahmani, A.; Lotfpour, M.; Taghizadeh, M.; Kim, W. Corrosion behavior of severely plastically deformed Mg and Mg alloys. J. Magnes. Alloy. 2022, 10, 2607–2648. [Google Scholar] [CrossRef]
- Jana, A.; Balla, V.K.; Das, M. In-vitro corrosion and biocompatibility properties of heat treated Mg-4Y-2.25Nd-0.5Zr alloy. Mater. Chem. Phys. 2023, 304, 127873. [Google Scholar] [CrossRef]
- Patel, V.; Li, W.; Andersson, J.; Li, N. Enhancing grain refinement and corrosion behavior in AZ31B magnesium alloy via stationary shoulder friction stir processing. J. Mater. Res. Technol. 2022, 17, 3150–3156. [Google Scholar] [CrossRef]
Figure 1.
(a), (b), (c) Multidirectional forging components and (d) MDF samples processed at different conditions and (e) Tensile sample dimensions.
Figure 1.
(a), (b), (c) Multidirectional forging components and (d) MDF samples processed at different conditions and (e) Tensile sample dimensions.

Figure 2.
Optical Microstructures: (a) Homogenized, (b) 3 Pass and (c) 6 Pass samples.
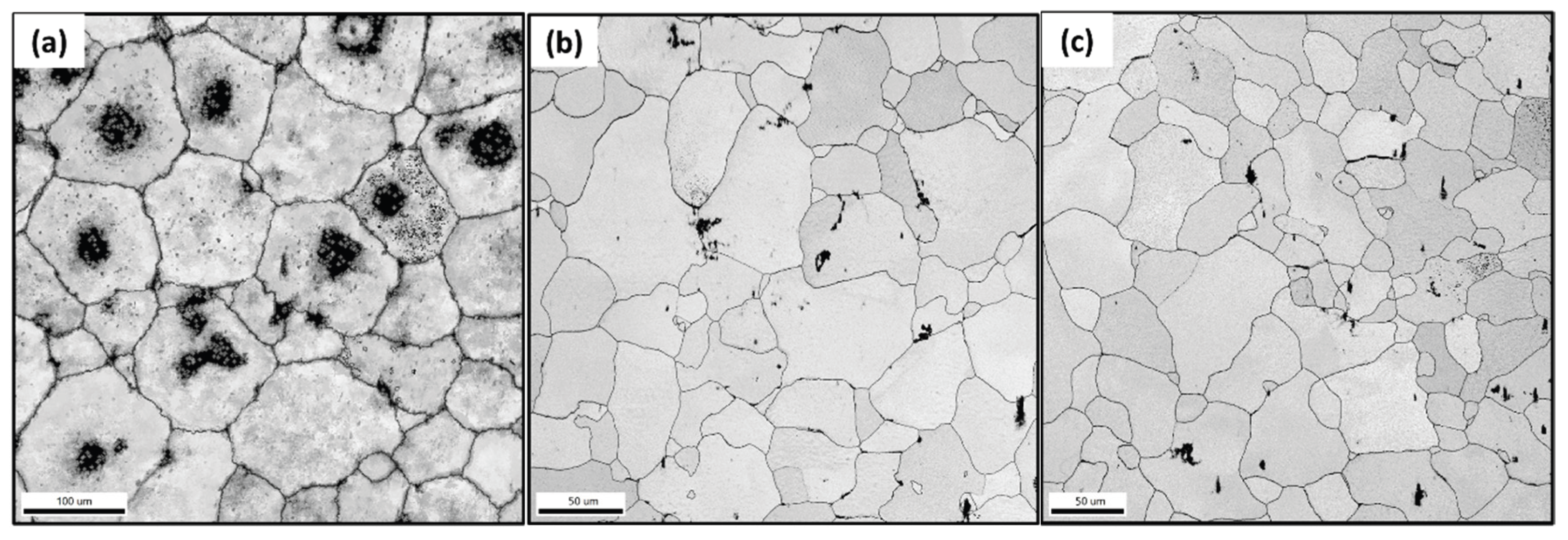
Figure 3.
SEM Microstructures: (a) Homogenized (continuous eutectic network), (b) 3 Pass (semi-continuous eutectic network) and (c) 6 Pass samples (discontinuous eutectic network).
Figure 3.
SEM Microstructures: (a) Homogenized (continuous eutectic network), (b) 3 Pass (semi-continuous eutectic network) and (c) 6 Pass samples (discontinuous eutectic network).
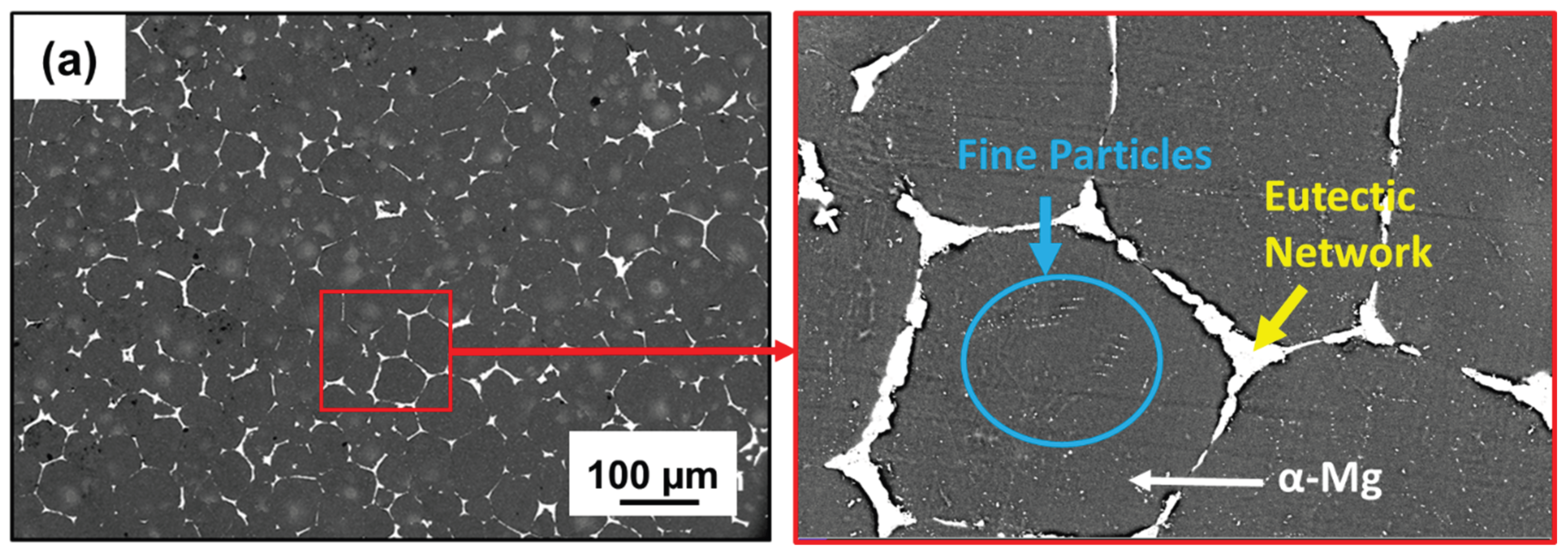
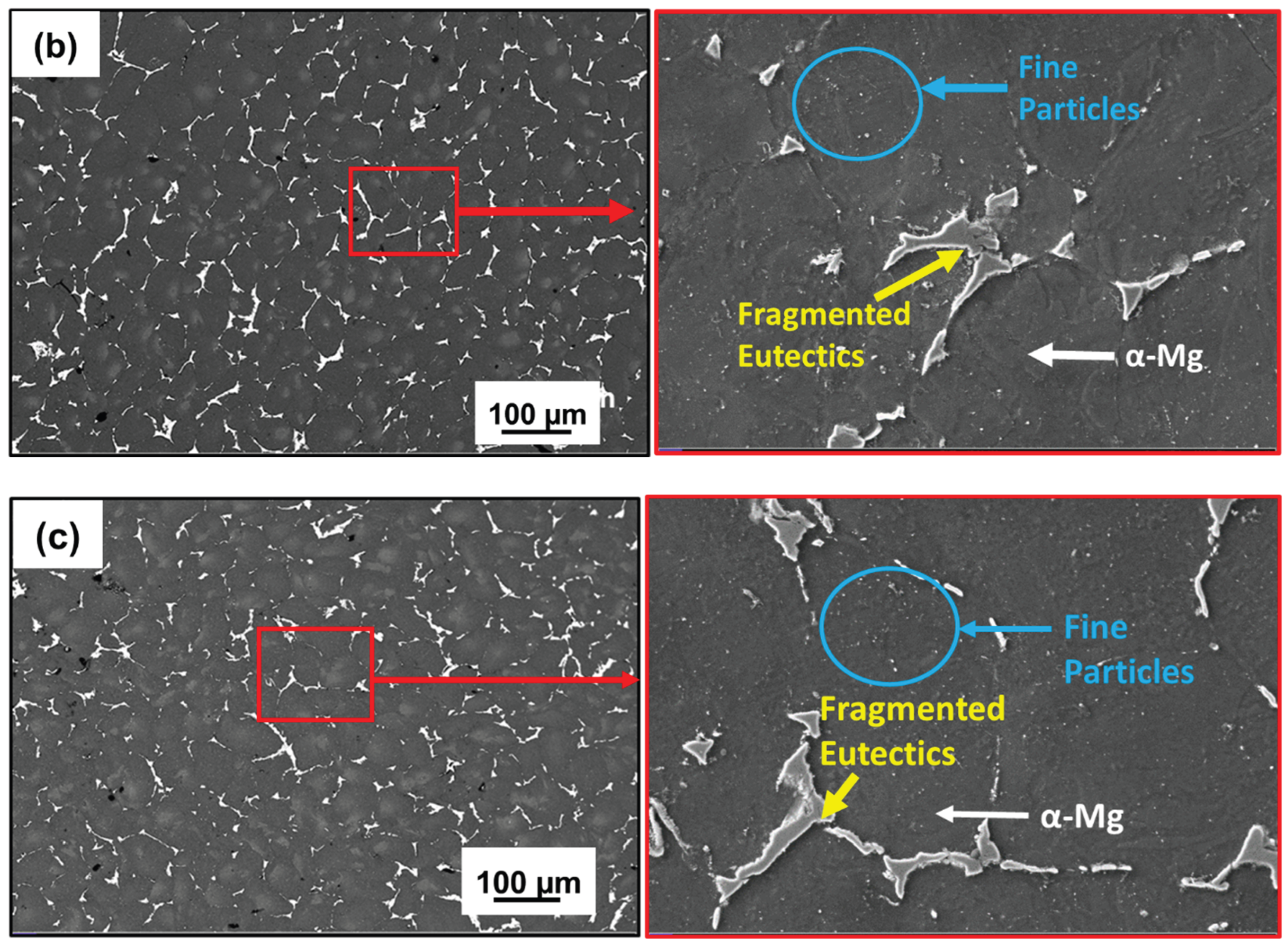
Figure 4.
EDS Mapping: (a) Homogenized, (b) 3 Pass and (c) 6 Pass samples.
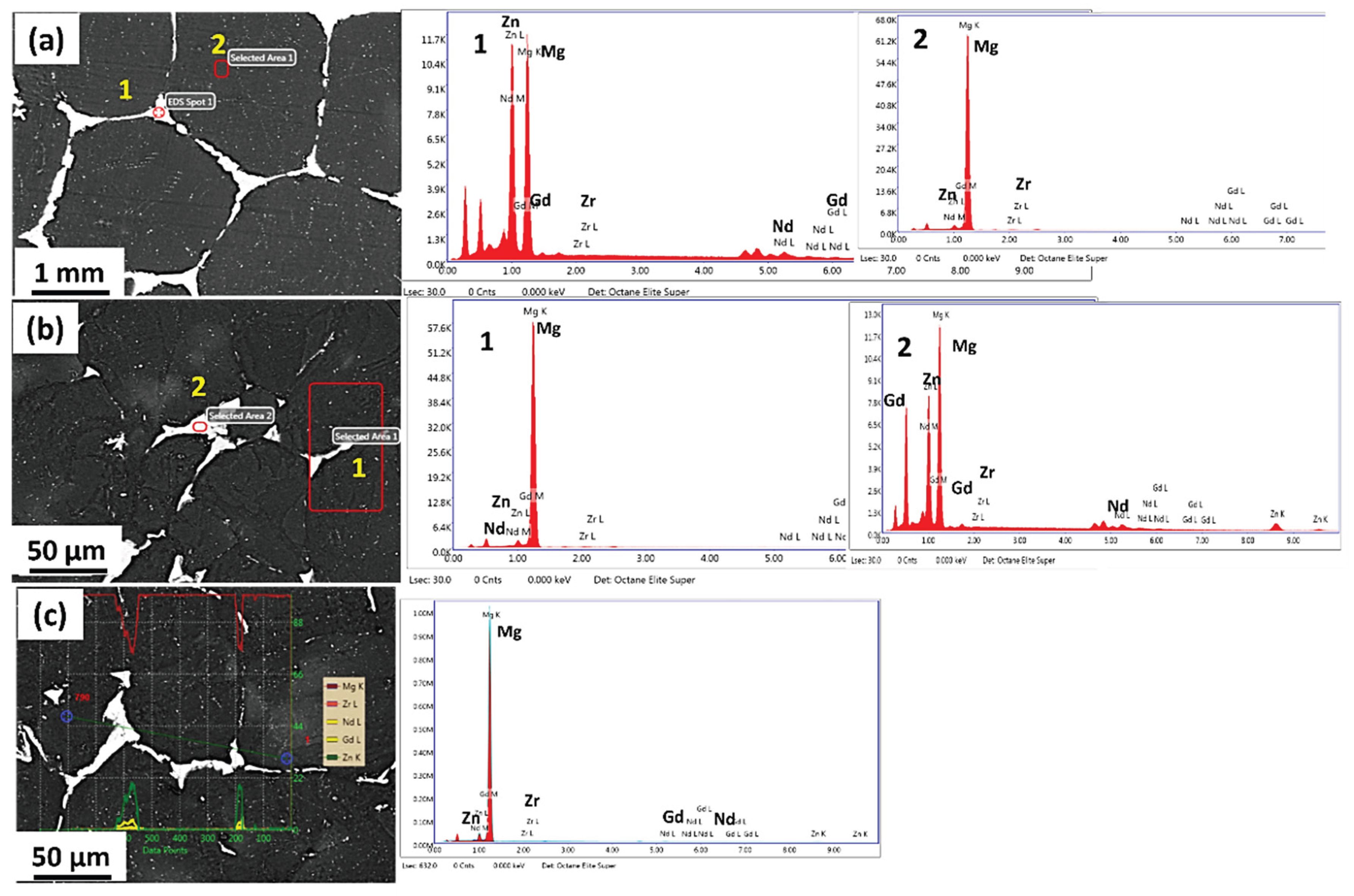
Figure 5.
XRD patterns of the homogenized and MDF samples.
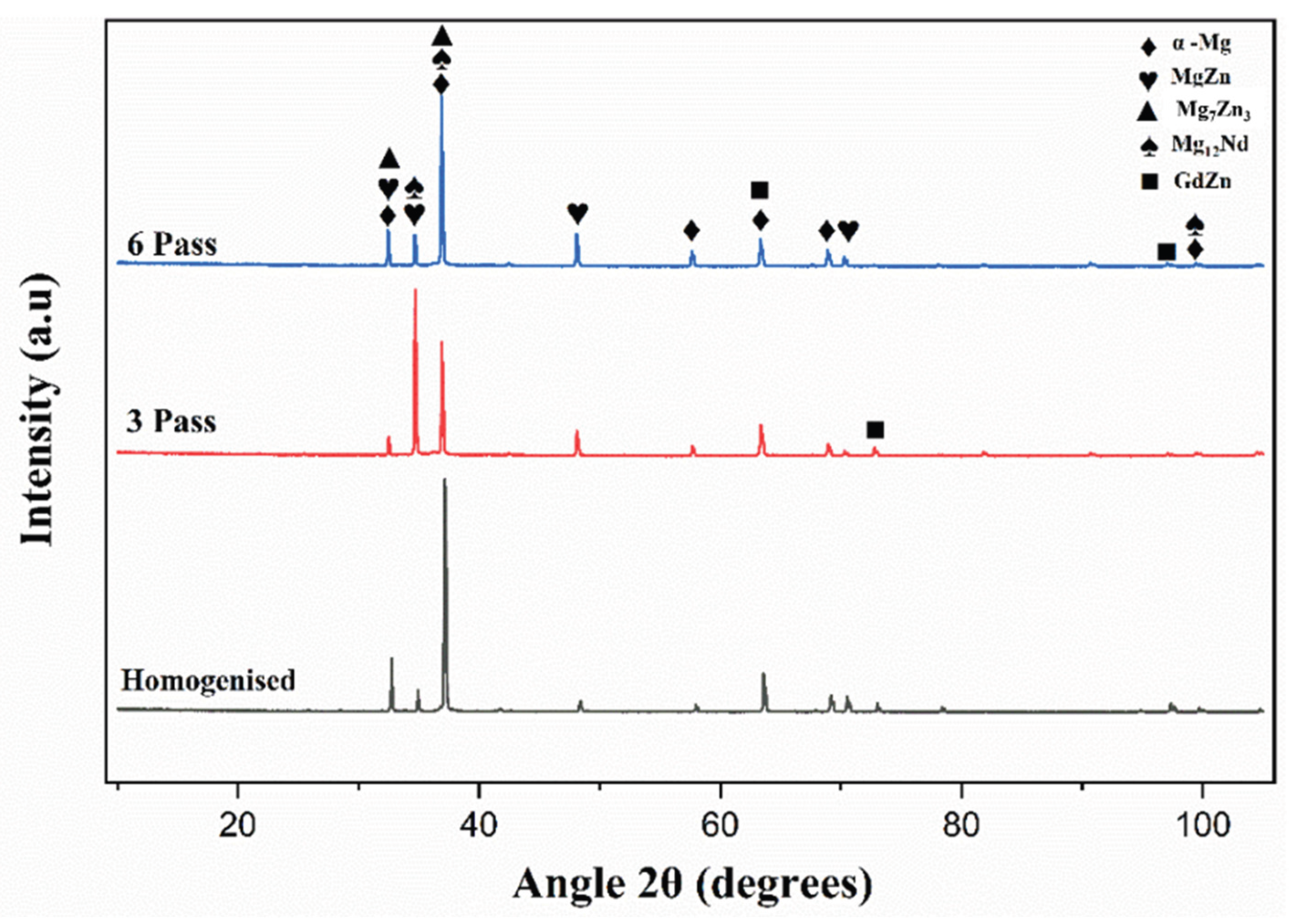
Figure 6.
Inverse pole figures: (a) Homogenized, (b) 3 Pass and (c) 6 Pass samples; Pole figiures: (d) Homogenized, (e) 3 Pass (f) 6 Pass samples, and (g) grain boundary misorientation distribution.
Figure 6.
Inverse pole figures: (a) Homogenized, (b) 3 Pass and (c) 6 Pass samples; Pole figiures: (d) Homogenized, (e) 3 Pass (f) 6 Pass samples, and (g) grain boundary misorientation distribution.
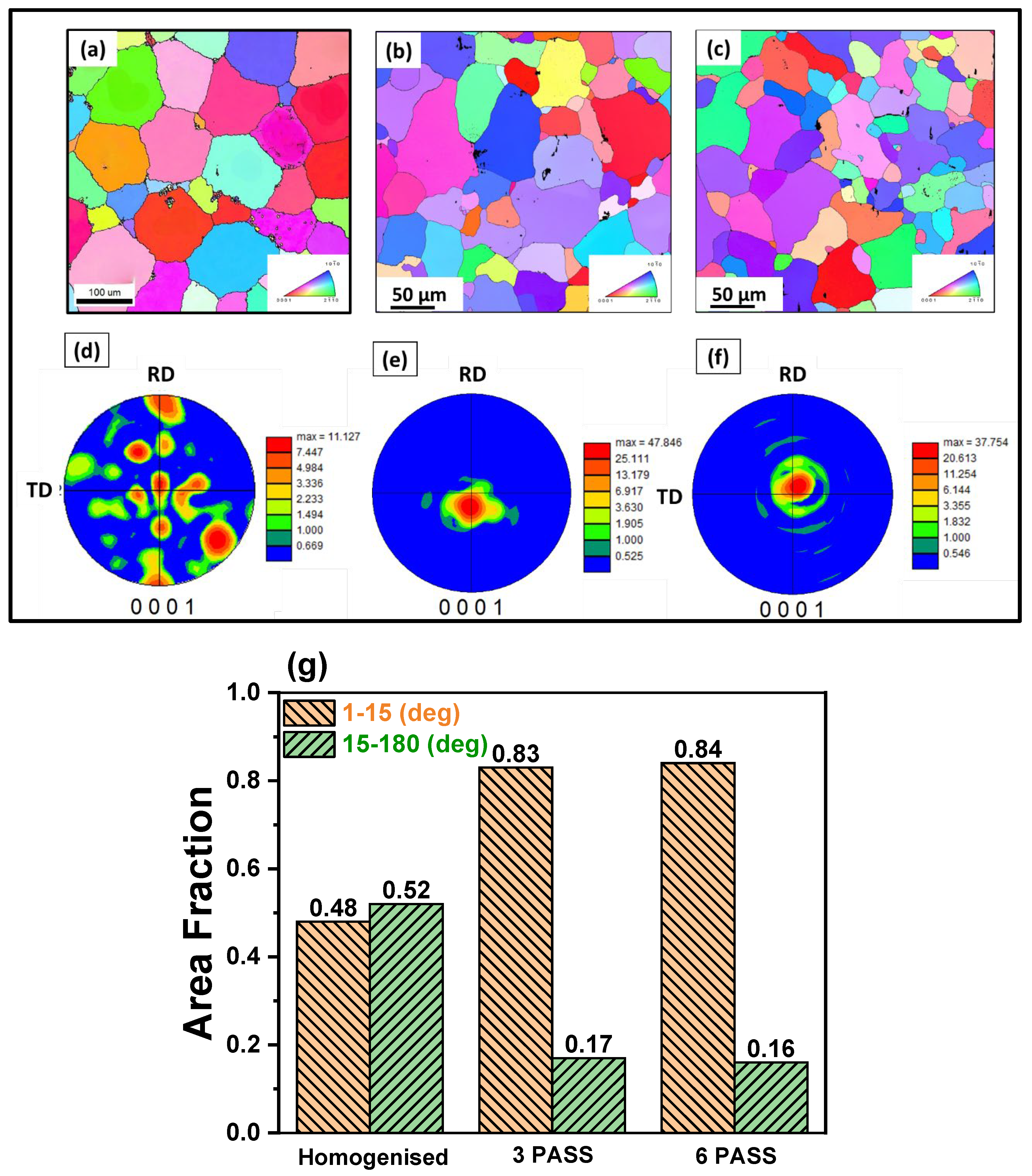
Figure 7.
(a) Engineering Stress – Strain curve of samples processed at different conditions and (b) Comparison of UTS and elongation % of samples processed at different conditions.
Figure 7.
(a) Engineering Stress – Strain curve of samples processed at different conditions and (b) Comparison of UTS and elongation % of samples processed at different conditions.
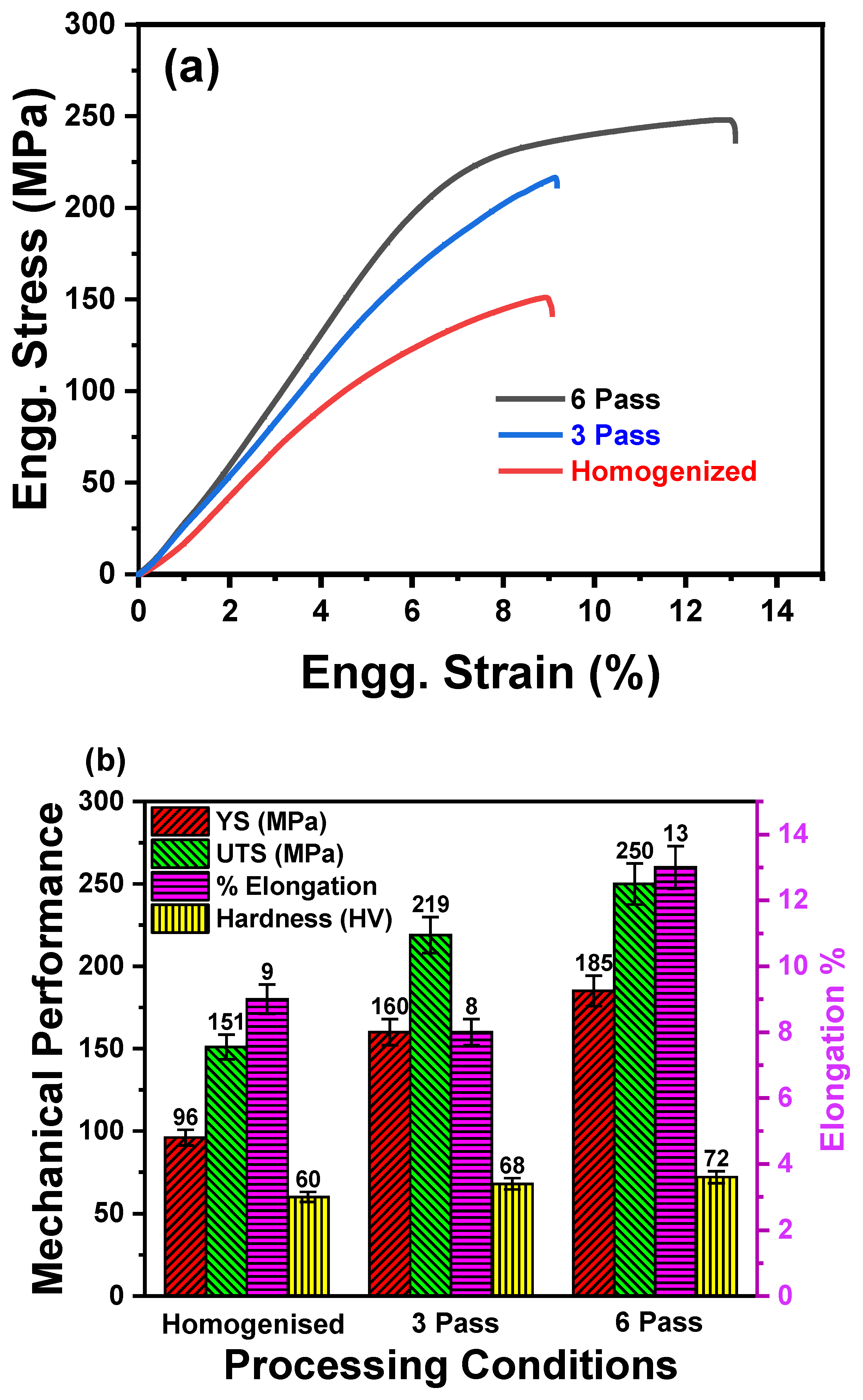
Figure 8.
Fractography images: (a) Homoginised, (b) 3 Pass and (c) 6 Pass samples.
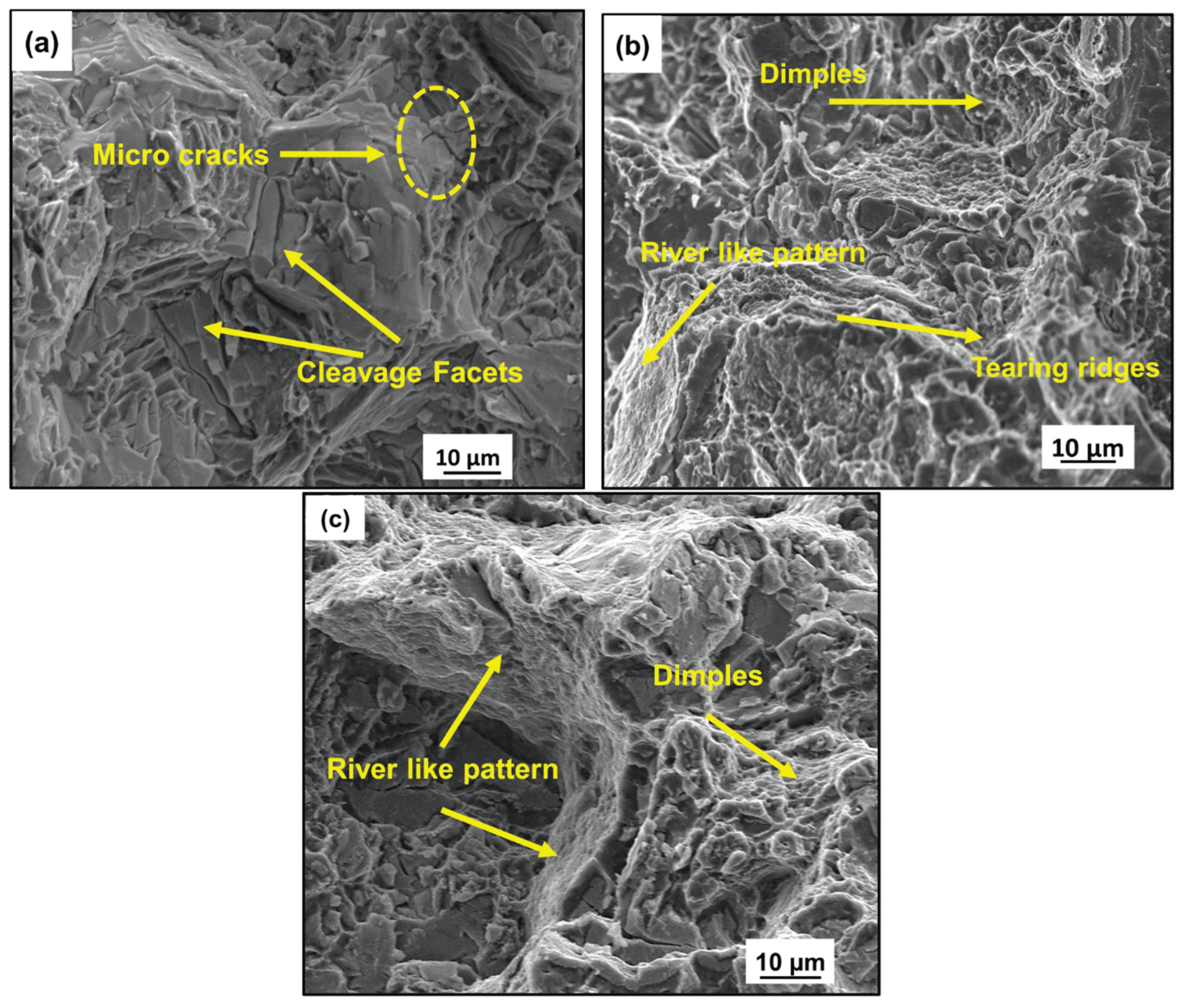
Figure 9.
(a) Potentiodynamic polarization curves, (b) Nyquist Plot, (c) Bode plots of samples processed at different conditions and (d) Equivalent EIS Circuit.
Figure 9.
(a) Potentiodynamic polarization curves, (b) Nyquist Plot, (c) Bode plots of samples processed at different conditions and (d) Equivalent EIS Circuit.
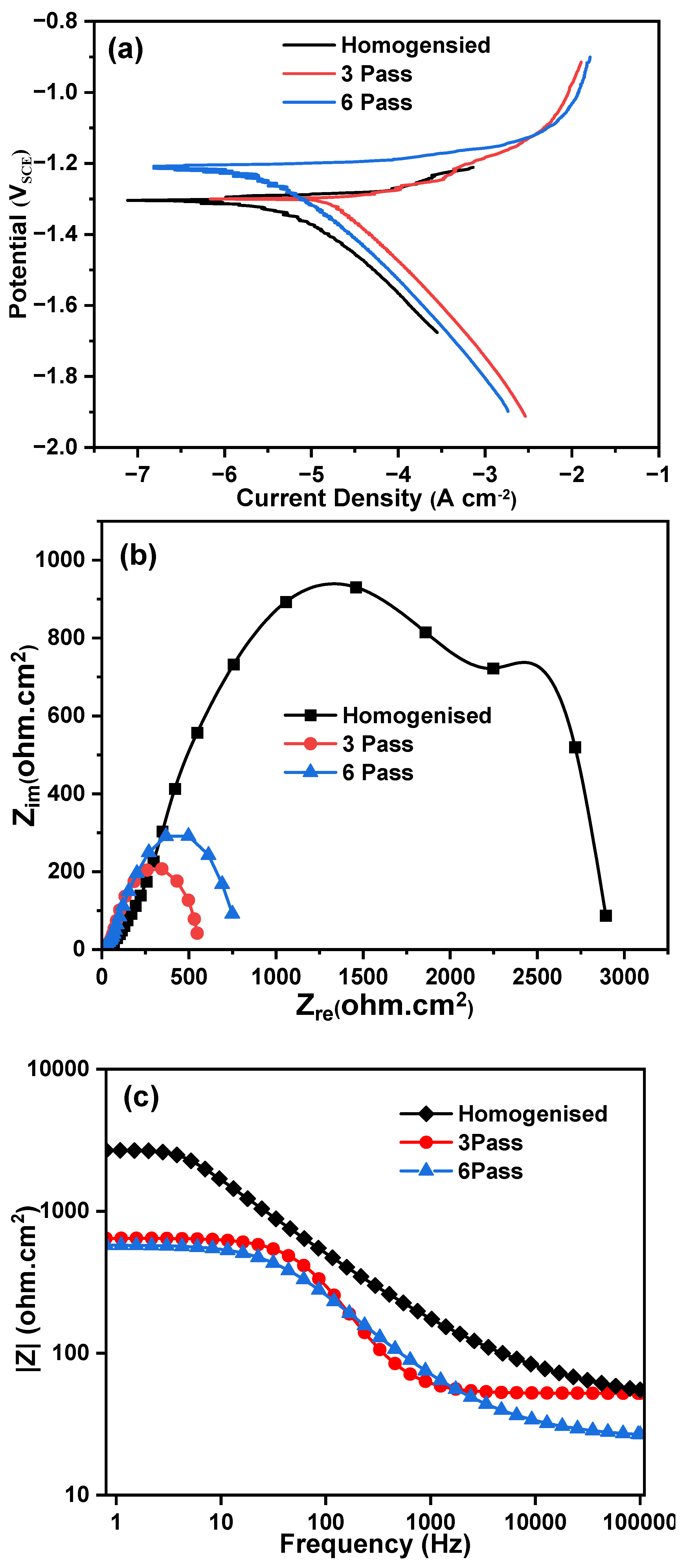
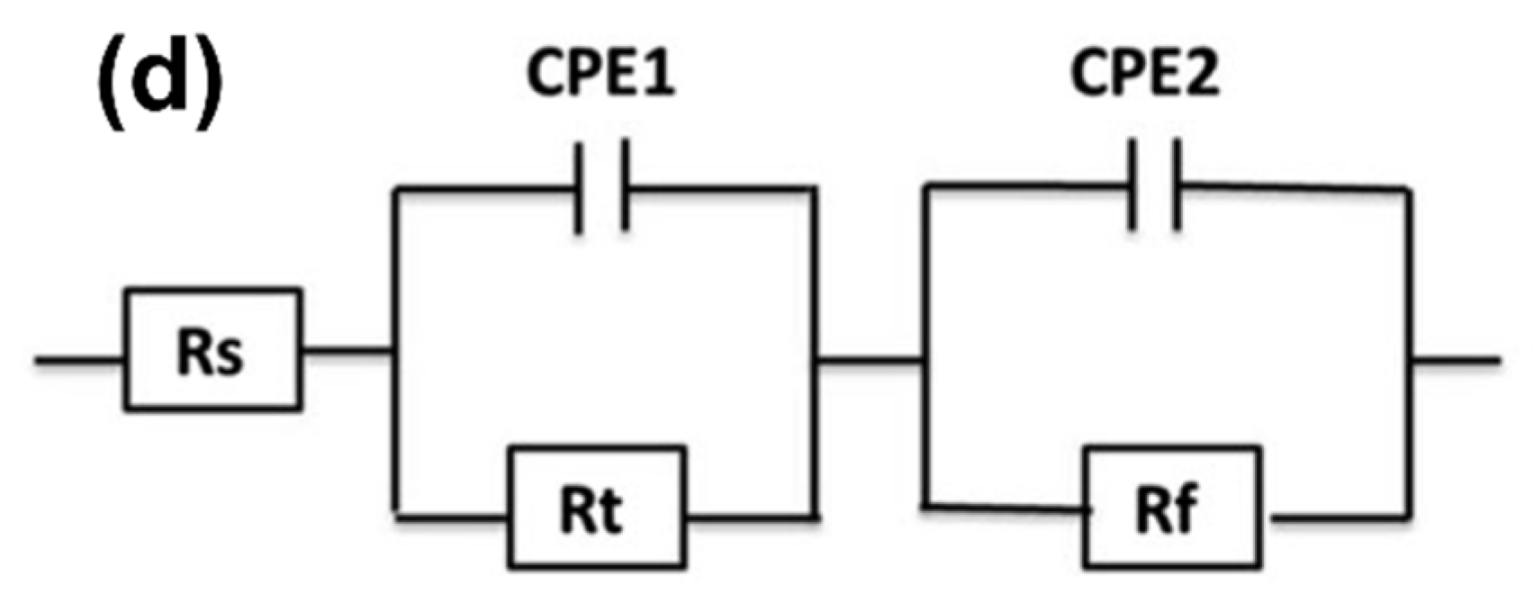

Table 1.
Chemical composition of Mg-Zn-Gd-Nd alloy.
| Element | Zn | Nd | Gd | Zr | Mg |
|---|---|---|---|---|---|
| Composition (wt.%) | 3.07 | 1.70 | 1.40 | 0.95 | Balance |
Table 2.
Corrosion properties of the samples processed at different conditions.
| Sample Condition | Icorr (mA/cm2) | Ecorr (V) | βa | βc | CR (mm/y) |
|---|---|---|---|---|---|
| Homogenized | 0.0051 | -1.2799 | 0.0071 | -0.1987 | 0.1165 |
| 3 Pass | 0.0199 | -1.2967 | 0.0285 | -0.2557 | 0.4560 |
| 6 Pass | 0.0109 | -1.1999 | 0.0044 | -0.2606 | 0.2499 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



