
Submitted:
06 May 2025
Posted:
08 May 2025
You are already at the latest version
Abstract
The growing demand for sustainable materials has driven interest in natural fi-ber-reinforced composites as eco-friendly alternatives to synthetic materials. This re-search investigates the fabrication and mechanical performance of hemp and sisal fi-ber-reinforced composites, with a focus on improving fiber-matrix bonding through alkali and fungal treatments. Experimental results show that fungal treatment signifi-cantly improves tensile and flexural strength, while hardness slightly decreases. Water absorption tests revealed moderate reductions in hydrophilicity compared to untreated samples, although absolute water uptake remains higher than conventional glass/epoxy composites. Microscopy analysis further confirmed enhanced fiber adhesion and structural integrity in treated specimens. These findings suggest that hybrid composites reinforced with hemp and sisal, particularly with fungal treatment, hold promise for low- to medium-load sustainable applications in the automotive interiors, packaging, and construction industries, where moderate mechanical performance and partial bio-degradability are acceptable. This research contributes to the advancement of bio-based composite materials while acknowledging current limitations in long-term durability and complete biodegradability.
Keywords:
Natural Fiber Composites
; Alkali treatment
; Fungal treatment
; Hemp and Sisal Fibers
; Sustainable materials
1. Introduction
Composite materials are engineered substances composed of two or more distinct components, designed to combine desirable properties such as strength, stiffness and durability that individual materials alone cannot achieve. The matrix, typically made of polymer, metal or ceramic, binds the reinforced fibers or particles, which serve to enhance specific characteristics of the material. In the case of polymer matrix composites (PMCs), organic matrix materials are reinforced with high-strength fibers like carbon, glass, or aramid, significantly improving mechanical and thermal properties. However, the environmental impact of synthetic fibers, particularly after their life cycle ends, has led to growing interest in sustainable alternatives. The growing demand for sustainable materials has driven significant research into natural fiber-reinforced composites as an environmentally friendly alternative to synthetic fibers [1,2]. Balaga et al. [3] focused on the sustainability aspect by demonstrating a successful recycling approach for carbon fibers, allowing them to be reused in high-performance applications. While this helps reduce the embodied energy of carbon fiber components, further gains in sustainability can be made by replacing certain applications with natural fibers such as hemp and sisal. These natural fibers offer key advantages like biodegradability, low cost, and a much lower environmental footprint. Utilizing natural fibers in composite processing pushes the sustainability boundary even further, making the materials choice more environmentally responsible without compromising functionality. These fibers are increasingly being used in various industries, including automotive, construction and packaging, due to their lightweight and renewable nature [4].
Natural fibers such as hemp and sisal have emerged as competitive reinforcements in composite materials, combining substantial mechanical properties with environmental benefits. As demonstrated by Shahzad [5], hemp fibers exhibit exceptional tensile strength (250-900 MPa) and stiffness (30-60 GPa), making them viable alternatives to synthetic fibers in structural applications. These natural fibers offer a unique combination of high specific modulus, low density (1.4-1.5 g/cm³), and sustainable attributes including biodegradability and renewability. Particularly in automotive and aerospace applications, hemp fibers provide an optimal balance between mechanical performance and ecological responsibility, with their specific stiffness.
Complementing hemp fibers, sisal fibers (Agave sisalana) offer distinct advantages as composite reinforcements, particularly where impact resistance and cost-efficiency are paramount. With tensile strength (400-700 MPa) and Young's modulus (9-22 GPa), sisal fibers provide exceptional toughness - absorbing up to 50% more energy before fracture compared to hemp fibers at similar loading levels. Their natural cellular structure, featuring elongated fiber bundles with high cellulose content (67-78%), contributes to this enhanced damage tolerance. As documented by Bledzki et al. [6], these properties make sisal fibers ideal for applications requiring repeated impact resistance, such as automotive interior panels, protective packaging, and construction materials.
When hemp and sisal fibers are combined in hybrid composites, their complementary properties can result in a material that benefits from both fibers strength. Hemp fibers contribute to the stiffness and strength of the composite, while sisal fibers enhances toughness and impact resistance, creating more balanced and efficient composite material. Moreover, hybridization of these fibers can help reduce the overall materials costs, as both fibers are relatively low-cost and abundant, making them an attractive choice for large scale manufacturing [7].
One challenge in using natural fibers in composites is their inherent hydrophilicity, meaning they naturally attract moisture. This property can lead to poor adhesion between the fibers and polymer matrices. Poor fiber matrix adhesion often results in suboptimal mechanical properties, such as reduced strength and durability of the composite material [8,9]. To overcome this issue, surface modifications including chemical treatments such as alkali treatment, silane treatment and acetylation or the use of coupling agents are often employed to improve the fiber-matrix interaction, enhancing the overall performance of the composite materials. Despite this challenge, the growing interest in natural fiber composites continuous to drive research into effective solutions for improving their properties and broadening their applications in various industries [10,11].
Sreekala et al. [12] pioneered the understanding of alkali treatment effects through their seminal 1997 study of oil palm fibers, establishing a fundamental framework now applied to hemp and sisal fibers. Their work revealed that sodium hydroxide (NaOH) solutions (optimal 5-8% concentration) selectively degrade amorphous components through three transformative mechanisms: First, lignin and hemicellulose dissolution creates micro-pitted surfaces (20-50 nm roughness increase) that enhance mechanical interlocking. Second, wax removal exposes reactive hydroxyl groups, increasing surface energy by 30-40% and improving polymer wettability. Third, preferential etching of disordered cellulose regions boosts crystallinity from 65% to 78-82%, as confirmed by their XRD analyses. The authors quantified how these changes collectively improve fiber performance - tensile strength increased 25±3% while moisture absorption decreased from 12% to 7±0.5% - making their methodology the gold standard for natural fiber pre-treatment.
Gulati et al. [13] introduced fungal treatment as an eco-friendly alternative for modifying natural fibers in their study. Their innovative approach uses living fungi (mycelium) to naturally clean and prepare fiber surfaces. Here's how it works: as the fungi grow, they produce enzymes that gently break down lignin and hemicellulose - the same components removed by harsh chemicals in traditional treatments. This biological process offers three key benefits: (1) it creates a rougher fiber surface for better mechanical bonding, (2) leaves behind natural fungal fibers that help bridge the gap between plant fibers and plastics, and (3) avoids toxic chemicals completely. The authors demonstrated this method could improve composite strength by 15-20% while being completely biodegradable. However, important questions remain - especially for mixed fiber composites like hemp-sisal blends. We still need more research to understand how fungal treatment affects water resistance, long-term durability, and performance with different fiber combinations. Their pioneering work established the potential, but current studies are now working to optimize these biological treatments for real-world applications.
Sałasińska et al. [14] demonstrated how fiber content and processing conditions critically impact natural fiber composites. Their study revealed three key findings: First, fiber loading between 30-40% typically gives the best balance - enough fibers to provide strength but not so many that they clump together. Second, processing temperature matters greatly - keeping epoxy below 120°C prevents fiber damage while ensuring proper curing. Third, pressure during molding must be carefully controlled; too little causes voids, while too much can break delicate natural fibers. The researchers tested these factors using hemp fibers in epoxy, showing that optimized conditions could improve strength by 25% compared to poorly made samples. However, they caution that each fiber type behaves differently - what works for hemp might not work for sisal or flax. Their work proves we can't just focus on fiber treatment alone; the entire manufacturing process needs equal attention to get high-quality composites.
While natural fiber composites cannot match the absolute performance of synthetic counterparts, their sustainability merits justify developing incremental improvements. As demonstrated by Shahzad [5], even modest 10-20% enhancements in natural fiber composite properties can enable their use in semi-structural applications (e.g., automotive interiors, temporary structures) where full biodegradability is prioritized over decades-long durability. This study focuses on optimizing interfacial properties within the inherent constraints of plant fiber-epoxy systems, recognizing that (a) fibers constitute only 30-40% of the composite, and (b) moisture resistance will always trail glass fiber composites. Our approach targets applications where a 3–5-year service life is acceptable, and where 30-50% weight savings offset the 15-20% cost premium versus conventional materials.
2. Materials and Methods
2.1. Materials
The hemp fiber used in this study was sourced from Apple Oak Fiber Works from China. The sisal fiber used in this study was purchased from eBay and is derived from the Agave sisalana plant in Kenya, East Africa. Mycelium spores were ordered from Etsy. A 10 wt.% solution of NaOH was supplied by Carl Roth GmbH, Karlsruhe, Germany. IN2 epoxy resin was purchased from Easy Composites. Detailed descriptions of the fibers and resin are provided in the tables below.

Table 1.
Properties of Hemp fiber.

Table 2.
Properties of Sisal fiber.

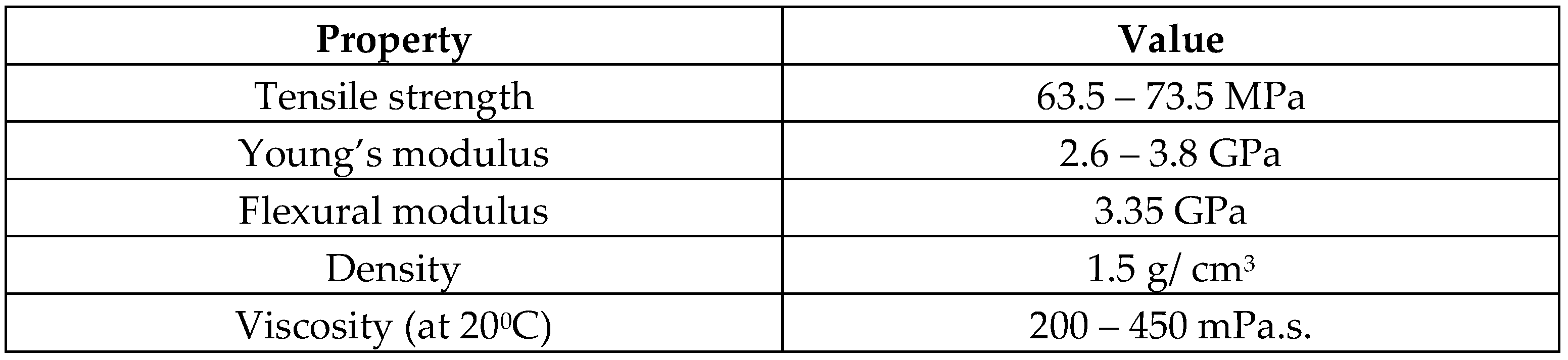
Table 3.
Properties of IN2 epoxy.
2.2. Alkali Treatment
The alkali treatment was performed using a 4 wt.% sodium hydroxide solution (NaOH), sourced from carlroth.com, to enhance fiber-matrix adhesion by removing impurities such as lignin, hemicellulose, and surface oils. The dried hemp and sisal fibers were immersed in NaOH solution for 4 hours at room temperature, maintaining a 1:10 fiber to liquid ratio to ensure uniform treatment. After the soaking process the fibers were rinsed for 2 to 3 times with distilled water to remove the residual of NaOH. Finally, the fibers were oven dried at 600C for 24 hours, to eliminate moisture and remaining impurities, improving their surface roughness and bonding capability with polymer matrix.
2.3. Fiber Architecture and Layup Design
The composites incorporated a hybrid reinforcement system of plain-woven hemp fabric (areal density: 350 ± 10 g/m²) and randomly laid chopped sisal fibers (average length: 7 ± 0.5 mm). A controlled five-layer symmetric stacking sequence was implemented: (1) outer woven hemp layer, (2) randomly distributed sisal fibers, (3) central woven hemp layer, (4) second random sisal fiber layer, and (5) outer woven hemp layer. This design achieved critical objectives: first, the bidirectional hemp fabrics provided in-plane stability and tensile strength along warp/weft directions; second, the chopped sisal fibers created a 3D interlaminar network that improved out-of-plane toughness and fungal treatment effectiveness (by increasing surface area for mycelium colonization). Fiber content was precisely regulated according to the experimental design (Table 4), with sisal fibers manually distributed to achieve 85-90% aerial coverage. The architecture balanced the competing demands of mechanical performance (through continuous hemp layers) and treatment accessibility (via discontinuous sisal phases), though this compromise inherently limited maximum theoretical modulus due to fiber misorientation effects.
2.4. Fungal Treatment
The fungal treatment was conducted using mycelium spores to improve both the biodegradability and structural integrity of composite material. The alkali-treated hemp and sisal fibers were first sterilized by autoclaving at 1250C for 20 minutes to eliminate any contaminants that could interfere with mycelium growth.
Figure 1.
Autoclave.

2.4.1. Substrate Preparation
A suitable substrate was prepared to support fungal growth, providing both nutrients and structural support. The substrate consisted of a mixture of rice husk, wheat husk and sawdust, selected for their organic content and porosity, which promotes effective fungal colonization. These materials were dried and finely ground to create a uniform medium. The substrate was then sterilized using an autoclave at 1250C for 20 minutes to eliminate unwanted microorganisms.
Figure 2.
Substrate preparation.

2.4.2. Inoculation and Incubation
After sterilization, the fibers and substrate were inoculated with mycelium spores in a controlled, nutrient-rich environment. This step ensured even fungal distribution and efficient colonization. The inoculated mixture was sealed but breathable containers to maintain proper gas exchange while preventing contamination. The incubation conditions were carefully regulated at room temperature with 70-80% humidity for 12-15 days, allowing the mycelium to spread and form interwoven network, effectively binding the fibers together.
Figure 3.
Inoculation.
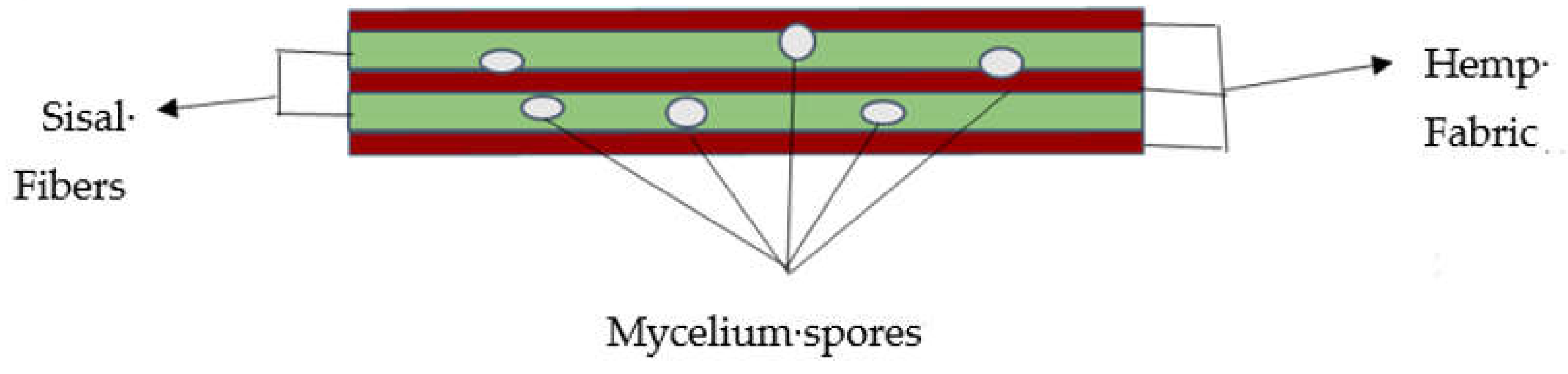
Figure 4.
Incubation.
2.4.3. Drying and Final Preparation
Once full colonization was achieved, the fungal treated fibers were oven-dried at 600C for 24 hours to halt further growth and reduce moisture content. This step ensured the composite material was structurally stable and ready for further processing.
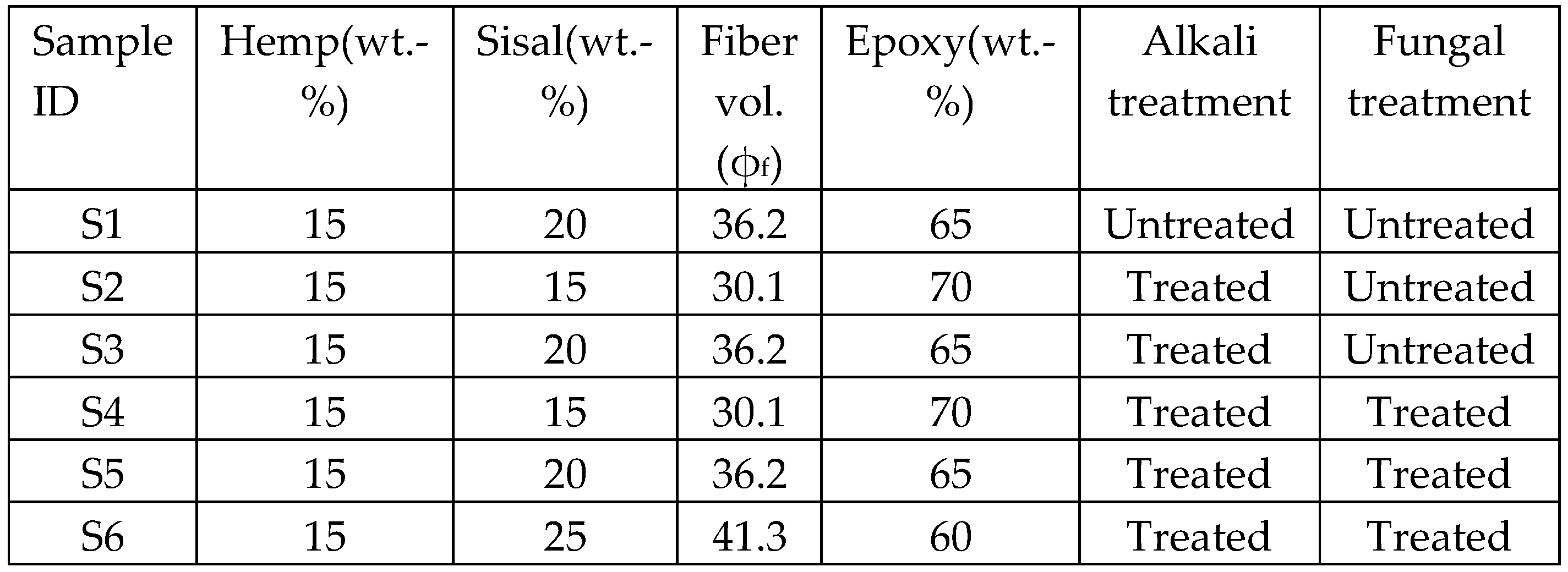
2.5. Design of Experiments
The experimental design was developed to evaluate the effects of different variables on the performance of composite material. The table below outlines the experimental conditions, showing the factors and corresponding treatments used in the study.
2.6. Sample Preparation
The composite specimens were fabricated using the hand-layup assisted vacuum bagging process, following an initial trial with vacuum-assisted resin transfer molding (VARTM). The VARTM process resulted in excessive void content due to improper resin flow and fiber wetting, necessitating shift to hand-layup assisted vacuum bagging technique to achieve better fiber impregnation and uniform composite structure. The fabrication process was applied to both alkali-treated and fungal-treated fibers, as outlined in the experimental design.
Figure 5.
Schematic diagram of hand-layup assisted vacuum bagging process [18].
Figure 5.
Schematic diagram of hand-layup assisted vacuum bagging process [18].
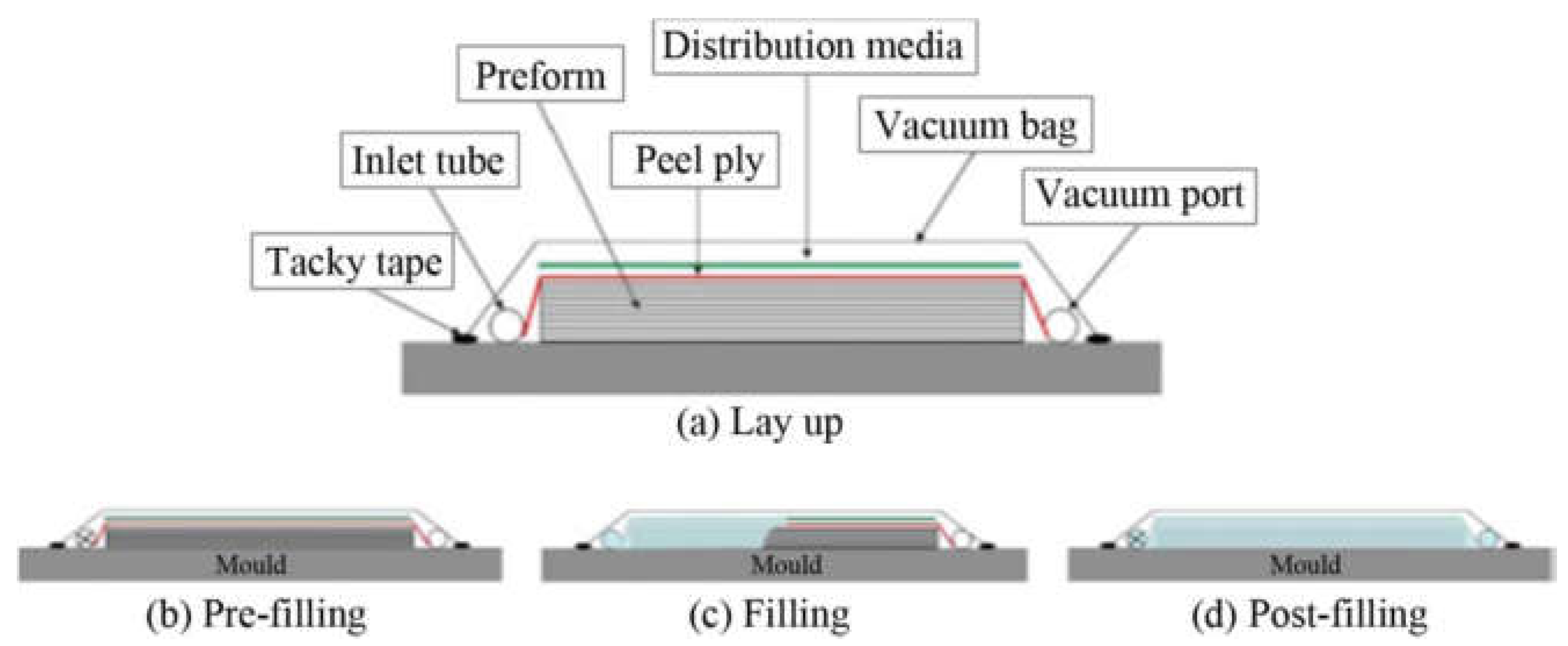
To ensure proper demolding, a mold release agent (silicon spray) was applied to the mold before placing the fibers. The pre-treated hemp and sisal fibers, as specified in the experiment, were arranged in layers inside the mold according to their designated weight fractions. Epoxy resin, serving as the matrix material, was then applied to the fiber layers using a brush to ensure complete wetting. To remove trapped air and achieve uniform resin distribution, a roller was used with mild pressure, squeezing out excess resin while improving fiber-matrix adhesion.
Once the fiber and resin layup were completed, a peel ply layer was placed on top of the laminate to assist in demolding and provide better surface finish for future processing. A breather fabric was also added to facilitate air evacuation and absorb excess resin during vacuum application. The entire assembly was enclosed within a vacuum bag, and its edges were sealed with silicone tape to create an airtight environment. A vacuum pump was connected to the setup, applying a uniform pressure of approximately -1 bar to consolidate the composite structure. The vacuum-assisted process is crucial for minimizing void content, improve fiber-resin interaction, and ensuring consistent laminate thickness.
Figure 6.
Hand layup assisted vacuum bagging setup.
The composite specimens were maintained under vacuum for 48 hours to allow the resin to fully cure at the room temperature. After pre-curing, the samples underwent post-curing in an oven at 400C for 6 hours to enhance resin cross-linking and improve mechanical integrity of the composite. Once fully cured, the composite sheets were carefully removed from the mold and cut into required dimensions for mechanical testing and characterization.
The volume fraction of the fibers and matrix were determined using the following formula:
Where,
ϕf = Fiber volume ratio, wf1 = weight of hemp, ρf1 = density of hemp, wf2 = weight of sisal, ρf2 = density of sisal, wm = weight of matrix (epoxy), ρm = density of matrix (epoxy)
Since the fiber and matrix content in the design of experiments was initially provided in weight percentages (wt.%), these values were converted into volume fractions using the above formula to ensure accurate material characterization.
2.7. Test Equipment and Test Parameters
2.7.1. Tensile Test
The tensile properties of the composite samples were evaluated using Zwick universal testing machine, following the DIN EN ISO 527 test standard. The testing procedure was conducted in accordance with ASTM D638, ensuring accurate measurement of material’s properties, including tensile strength, young’s modulus, and elongation at break.
For each composition, six standard rectangular specimens were prepared to ensure statistical reliability. The specimen dimensions were 120 mm x 10 mm x 5 mm. The test was conducted with a crosshead speed of 5 mm/min, and the young’s modulus was determined within the strain range of 0.05% to 0.25%. The initial grip to grip separation was set to 115.00 mm, with a preload of 0.1 N applied before testing to ensure proper specimen alignment. The maximum force capacity of the machine was 10 kN, while the universal testing machine itself had a maximum load of 20 kN.
The TestXpert II software was used to record the force-displacement data and generate stress-strain curves, enabling a detailed analysis of the composite’s mechanical performance. The final tensile strength and modulus values were obtained as the average of six test specimens.
2.7.2. Flexural Test
The flexural properties of the composite samples were performed using a Zwick universal testing machine, according to DIN EN ISO 178 for 3-point bending and in alignment with ASTM D790 procedures. This approach facilitated the accurate measurement of the material’s flexural strength, flexural modulus and elongation at break.
For each formulation, six specimens with dimensions of 80 mm x 10 mm x 4 mm were prepared to ensure statistical reliability. The test was performed under controlled conditions with a preload of 0.1 MPa, a flexure modulus speed of 2 mm/min, and a test speed oof 10 mm/min. The span between supports were set according to the standard requirements to maintain consistency.
2.7.3. Impact Test
The impact testing of composites was performed to evaluate their impact resistance by measuring the energy absorbed during facture. The Charpy impact test was carried out according to DIN EN ISO 179 test standards, using a RAY-Ran advanced universal pendulum from RAY-Ran test equipment ltd., UK. This device features a dynamic hammer weight of 0.95 kg, an impact energy of 4 joules, and an impact velocity of 2.9 m/s. Six unnotched specimens, each measuring 80 mm x 10 mm x 4 mm, were tested for each composition. The impact energy was applied to the specimens, and the absorbed energy was recorded. To calculate the impact strength (kJ/m2), the energy absorbed was divided by the specimen’s thickness, with the final result being the average of the six tests conducted.
2.7.4. Shore Hardness
Shore D hardness was measured according to the DIN 53505 standard using a Zwick Durometer, a versatile testing device from ZwickRoell GmbH & Co. KG, Germany. The Shore D scale is commonly used to determine the hardness of hard thermoplastics and elastomer materials. The device uses a cone-shaped indenter with a tip that measures hardness values between 30 and 90 Shore D. A force of 50 N is applied to the top of the device, and the indentation depth is recorded on the gauge as a measure of hardness. The measurement is taken after the 15 – 20 seconds of the indenter tip penetrating the specimen. Each specimen is tested at five different spots, with each spot being 15 mm apart from the others to ensure accurate and consistent results.
2.7.5. Water Absorption Test
The water absorption test was conducted to evaluate the amount of water absorbed by the composite material under specified environmental conditions. This test is essential, as excessive water absorption can lead to swelling, dimensional changes, and the degradation of mechanical properties. The experiments were performed in accordance with the ASTM D570-98 standard. The specimens were first dried in the oven at 900C for 24 hours to eliminate any residual moisture. After cooling, the dry weight (W1) of each specimen was recorded using a digital weighing machine. The specimens were then fully immersed in distilled water at 250C for 10 days. Their weight was recorded daily after gently wiping the surface to remove the excess water, allowing for a time-dependent analysis of water absorption.
The percentage of water absorption was calculated each day using the formula:
By tracking the weight changes over 10 days, this test provided insights into the absorption kinetics, helping to evaluate the long-term moisture resistance of the composite material. The results are valuable in determining its suitability for applications exposed to humid or wet conditions.
2.7.6. Optical Microscopy
Optical microscopy was conducted to examine the microstructural characteristics of the composite samples, focusing on the fiber distribution, porosity, and interfacial bonding. Sample preparation involved embedding the specimens in epoxy resin and its corresponding hardener, which were accurately measured and mixed in a disposable paper cup according to the specified ratio. The mixture was stirred for at least 5 minutes to ensure uniform blending. The composite specimens were then immersed in the resin-hardener mixture and allowed to cure for 24 hours, resulting in hardened structure suitable for microscopy analysis.
After curing, the samples underwent a grinding and polishing process to achieve a smooth and reflective surface, minimizing surface irregularities that could interfere with microscopic observations. The grinding was performed using silicon carbide (SiC) abrasive papers of progressively finer grit sizes, followed by polishing with a fine diamond suspension to obtain a high-quality finish. Once prepared, the samples were examined using an OLYMPUS BX40 light microscope (OLYMPUS, Tokyo, Japan).
3. Results
3.1. Tensile Test
The untreated specimen (S1) exhibited a tensile modulus of 2268 ± 50 MPa, indicating the baseline stiffness of the composite without any fiber treatment. Alkali-treated specimens (S2 and S3) showed improved tensile modulus values, ranging from 2506 ± 45 MPa to 2609 ± 60 MPa, reflecting the positive impact of alkali treatment on fiber-matrix adhesion. The fungal-treated specimens (S4, S5, and S6) further enhanced the tensile modulus, with values reaching 2659 ± 50 MPa to 3227± 80 MPa. This significant increase suggests that fungal treatment not only improves fiber-matrix bonding but also contributes to overall rigidity of the composite. The highest tensile modulus was observed in specimen S6, which contained 25% sisal fiber and underwent both alkali and fungal treatments, achieving a value of 3227 ± 80 MPa. These trends are visually represented in Figure 7, which illustrates the progressive improvement in tensile modulus with treatment. The results indicate that increasing the fiber content, along with the use of surface treatments, can effectively improve the stiffness of the composite by enabling better stress transfer through the fiber network. In our study, we observed a clear linear increase in the modulus with increasing fiber content, as shown in Figure 7. This trend is consistent with well-established composite theory, which indicates that mechanical performance improves with higher fiber content, since the fibers serve as the primary load-bearing constituents in a composite. Several studies have emphasized that the modulus of a fibrous composite is strongly influenced by both the fiber content and the fiber orientation. In our current work, all samples were fabricated using randomly oriented mats, and we ensured consistent processing conditions to maintain uniform fiber orientation across the specimens. As a result, orientation effects were assumed to be constant throughout, and the increase in modulus observed can be attributed primarily to the variation in fiber content.
The tensile strength of the untreated specimen (S1) was 32 ± 8 MPa, representing the baseline strength of the composite. Alkali treated specimens (S2 and S3) showed moderate improvements, with tensile strength values ranging from 39 ± 12 MPa to 41 ± 9 MPa. This increase can be attributed to the removal of surface impurities and better fiber-matrix interaction due to alkali treatment. Fungal-treated specimens (S4, S5, and S6) exhibited the most significant improvement in tensile strength, the values ranging from 44 ± 11 MPa to 55 ± 7 MPa. Specimen S6, with 25% sisal fiber and both treatments, achieved the highest tensile strength of 55 ± 7 MPa, indicating that fungal treatment effectively enhances the load-bearing capacity of the composite. Figure 8 provides a graphical representation of the tensile strength values, highlighting the superior performance of fungal-treated specimens.
3.2. Flexural Test
The flexural modulus of untreated specimen (S1) was 2150 ± 75 MPa, representing the baseline stiffness of the composite under bending loads. Alkali-treated specimens (S2 and S3) showed moderate improvement with flexural modulus values increasing to 2422 ± 90 MPa and 2465 ± 80 MPa, respectively. This improvement can be attributed to the enhanced fiber-matrix adhesion resulting from the alkali treatment, which removes surface impurities and increases fiber roughness. Fungal treated specimens (S4, S5, and S6) exhibited the most significant improvement in the flexural modulus, with reaching values up to 3300 MPa. Specimen S6, which contained 25% sisal fiber and underwent both alkali and fungal treatments, achieved the highest flexural modulus of 3264 ± 70 MPa, indicating the fungal treatment not only improves the fiber-matrix bonding but also significantly enhances the composite’s rigidity. These trends are visually represented in Figure 9, which highlights the progressive improvement of flexural modulus with treatment.
The flexural strength of the untreated specimen (S1) was 36 ± 9 MPa, representing the baseline strength of the composite under bending loads. Alkali-treated specimens (S2 and S3) showed moderate improvements, with flexural strength values ranging from 40 ± 6 MPa to 43 ± 7 MPa. The increase can be attributed to the improved fiber-matrix adhesion resulting from alkali treatment. Fungal-treated specimens (S4, S5, and S6) exhibited the most significant improvement in flexural strength, with values ranging from 48 ± 8 MPa to 55 ± 9 MPa. Specimen S6, with 25% sisal fiber and both treatments, achieved the highest flexural strength of 55 ± 9 MPa, indicating the fungal treatment effectively enhances the composite’s ability to withstand bending stresses. Figure 10 provides a graphical representation of the flexural strength values, highlighting the superior performance of fungal-treated specimens.
3.3. Impact Test
The untreated specimen (S1) exhibited an impact strength of 5.0 ± 2.5 kJ/m2, representing the baseline toughness of the composite without any fiber treatment. Alkali-treated specimens (S2 and S3) showed improved impact strength values, ranging from 6.1 ± 3 kJ/m2 to 7.0 ± 2.8 kJ/ m2, indicating that alkali treatment enhances the composite’s ability to absorb energy under impact loading. The fungal-treated specimens (S4, S5, and S6) demonstrated further improvements, with impact strength values reaching 7.2 ± 2.3 kJ/m2 to 8.6 ± 2.8 kJ/ m2. The highest impact strength was observed in specimen S6, which contained 25% sisal fiber and underwent both alkali and fungal treatments, achieving a value of 8.6 ± 2.8 kJ/m2. These trends are visually represented in Figure 11, which illustrates the progressive improvement in impact strength with treatment.
3.4. Shore Hardness
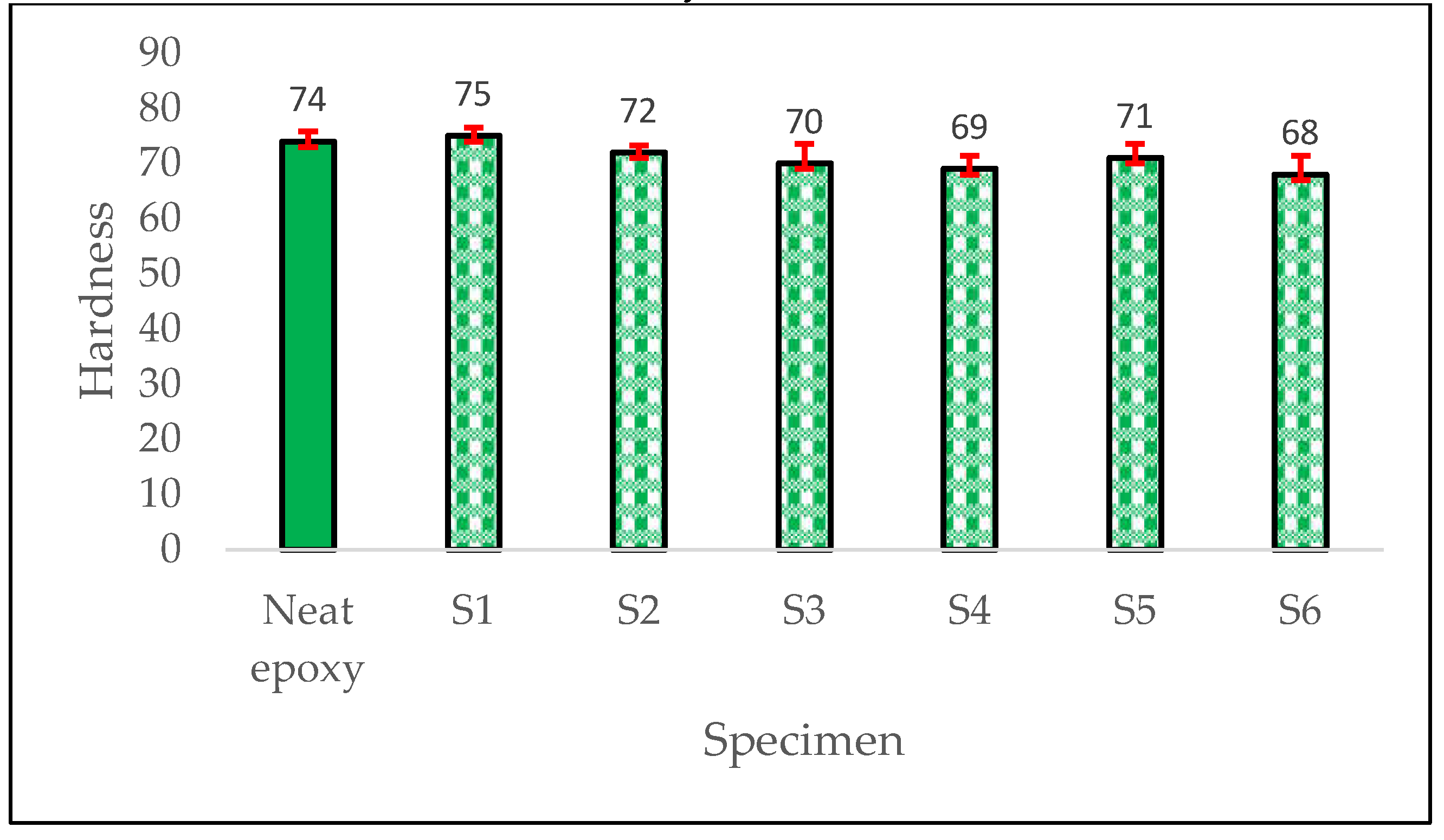
The untreated specimen (S1) exhibited a Shore D hardness of 75 ± 5, representing the baseline surface hardness of the composite without any fiber treatment. Alkali-treated specimens (S2 and S3) showed a slight decrease in hardness, with values ranging from 72 ± 7 to 70 ± 5, suggesting that alkali treatment may slightly soften the composite surface due to fiber modification. In contrast, fungal-treated specimens (S4, S5, and S6) displayed a more noticeable reduction in hardness, with values ranging from 69 ± 6 to 68 ± 3. The lowest hardness value was observed in specimen S6, which contained 25% sisal fiber and underwent both alkali and fungal treatments, recording a hardness of 68 ± 3. These trends indicate that while fungal treatment enhances mechanical properties, it may reduce surface hardness due to the formation of mycelium networks.
Figure 12.
Shore D hardness comparison of different compositions.
3.5. Water Absorption
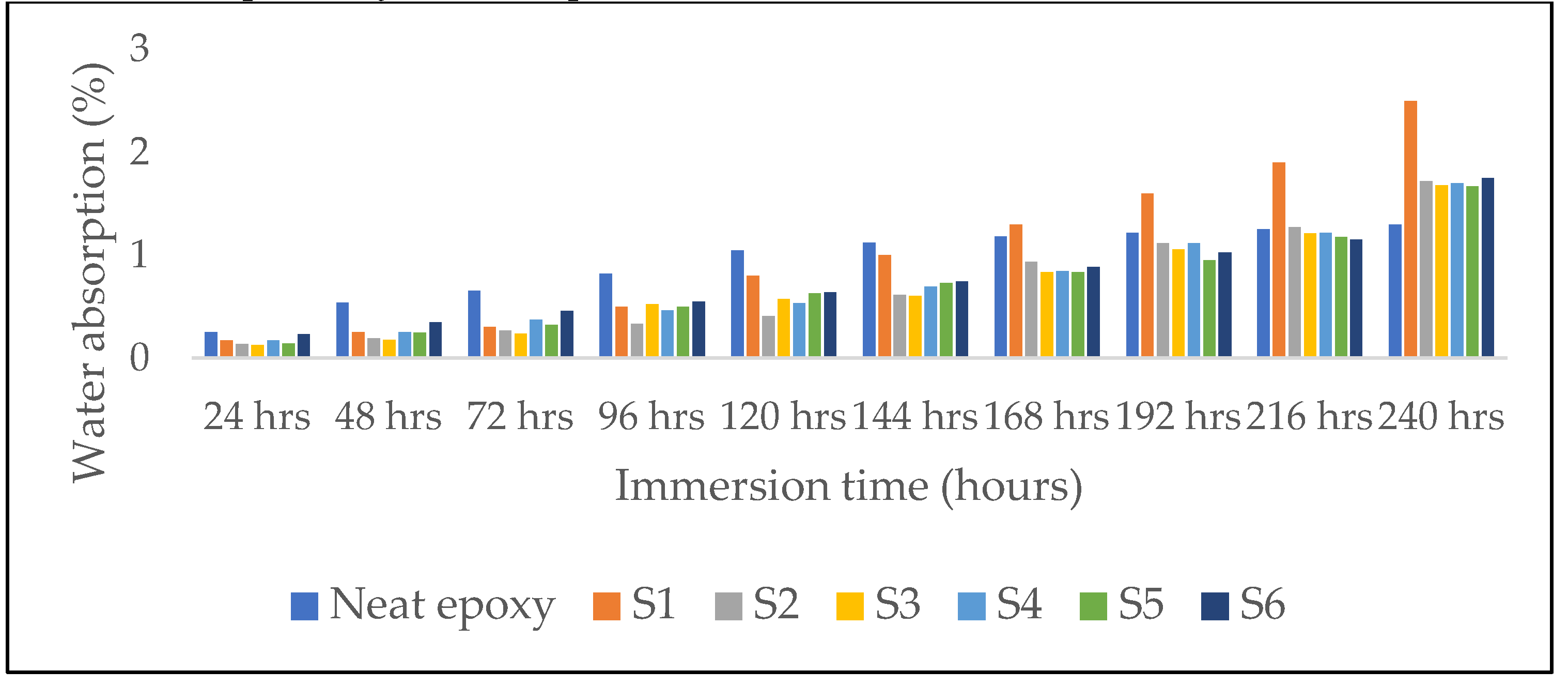
The untreated specimen (S1) exhibited significant water absorption, with the highest uptake observed over 240-hour immersion period. Alkali-treated specimens (S2 and S3) showed a moderate reduction in water absorption, indicating that alkali treatment reduces the hydrophilicity of the fibers by removing hemicellulose and lignin. Fungal-treated specimens (S4, S5, and S6) demonstrated further improvements, with the lowest water absorption values recorded. Specimen S6, which combined 25% sisal fiber and underwent both alkali and fungal treatments, exhibited the most resistance to water absorption, suggesting that fungal treatment enhances the composite ability to repel moisture. However, even in the best-performing sample (S6), the water absorption remained significantly higher than that of neat epoxy, which was independently measured as 1.5% after 10 days of immersion. This indicates that the natural fibers remain the primary contributors to moisture uptake in the composite system, despite surface treatments.
Figure 13.
Water absorption comparison of different compositions.
3.6. Optical Microscopy
The microstructure of the hemp and sisal fiber-reinforced hybrid composites was analyzed using optical microscopy.
Figure 14 reveals the microstructure of the untreated composite (S1), exhibiting improper resin filling areas and significant voids due to weak fiber-matrix adhesion. The lack of surface treatment resulted in poor wetting of hemp/sisal fibers by the epoxy matrix.
3.6.1. Alkali-Treated Specimens
Figure 15 highlights the microstructure of alkali-treated specimens. The images demonstrate improved fiber matrix bonding compared to untreated specimens, with fewer voids and gaps. The removal of hemicellulose and lignin through alkali treatment results in a cleaner fiber surface, which enhances adhesion and contributes to the improved mechanical properties observed in these specimens.
3.6.2. Fungal-Treated Specimens
Figure 16 displays the microstructure of fungal-treated specimens, showing the presence of mycelium networks on the fiber surfaces. This network creates a more uniform interface between the fibers and the matrix, further enhancing adhesion and mechanical performance. However, Figure 17 also reveals instances of mycelium breakage, which created micro-voids in some regions. These voids may explain the slight reduction in hardness observed in fungal-treated specimens.
3.6.3. Failure Analysis
Figure 18 and 19 presents microscopy images of tensile-tested and impact-tested samples, respectively. In tensile-tested sample (Figure 18), fibers are seen pulled in the direction of loading, indicating effective stress transfer through the fiber-matrix interface. In impact-tested samples (Figure 19), the images show fibers pull out and matrix cracking, which are typical failure modes for fiber-reinforced composites under impact loading. These observations align with the mechanical performance data, confirming that treated specimens exhibit better resistance to failure due to improved interfacial bonding.
4. Discussion
The results of this study highlight the significant potential of alkali and fungal treatments in enhancing the mechanical and physical properties of hemp and sisal fiber-reinforced composites. The improvements observed in tensile, flexural and impact properties, along with reduced water absorption, underscore the importance of these treatments in developing high-performance, sustainable composite materials.
The tensile, flexural, and impact properties of the composites showed marked improvements with alkali and fungal treatments. The untreated specimen (S1) exhibited baseline mechanical properties, while alkali-treated specimens (S2 and S3) demonstrated moderated improvements due to the removal of surface impurities and hemicellulose, which enhanced fiber-matrix adhesion. Fungal-treated specimens (S4, S5, and S6) displayed the most significant enhancements, with the highest tensile modulus (3227 MPa), tensile strength (55 MPa), flexural strength (55 MPa), and the impact strength (8.6 kJ/m2). The fabric used in this study is randomly oriented, which limits the effective properties such as modulus due to load distribution in multiple directions. As a result, the measured modulus is approximately one-third of what would be expected with unidirectional alignment, based on the rule of mixtures. Calculations using the rule of mixtures, adjusted for random orientation and fiber volume fractions, showed approximately closer values consistent with our experimental results. While greater stiffness could be achieved with aligned fibers, this study focused on demonstrating improvements in fiber-matrix interaction through surface treatments.
Water absorption is a critical factor in determining the suitability of composites for applications in humid or wet environments. The untreated specimen (S1) exhibited the highest water absorption over the 240-hour immersion period, while alkali-treated specimens (S2 and S3) showed a moderate reduction, attributed to the removal of hydrophilic components such as hemicellulose and lignin. Fungal-treated specimens (S4, S5, and S6) demonstrated the lowest water absorption, with specimen S6 showing the most resistance to moisture. This reduction in hydrophilicity is attributed to the formation of mycelium networks on the fiber surfaces, which act as partial barriers to moisture penetration. However, even in the best-performing specimen (S6), the water absorption remained significantly higher than that of neat epoxy, which was measured at 1.5% under the same conditions. This highlights that despite surface treatments, the natural fibers continue to be the dominant contributors to water uptake. These findings suggest that while surface modifications can improve moisture resistance, the composites may still face limitations in applications requiring high long-term durability in wet or humid conditions, such as automotive exteriors or structural components.
Optical microscopy provided valuable insights into the microstructure of the composites. Alkali-treated specimens showed improved fiber-matrix bonding with fewer voids and gaps, while fungal-treated specimens displayed mycelium networks that further enhanced adhesion. However, some micro-voids were observed in fungal-treated specimens, which may explain the slight reduction in hardness. The microscopy images also revealed effective stress transfer in tensile-tested specimens and typical failure modes (fiber pull-out and matrix cracking) in impact-tested specimens, confirming the improved mechanical performance of treated composites.
However, despite the improvements relative to untreated specimens, it is important to critically evaluate the limitations. While fungal and alkali treatments improved fiber-matrix bonding, the absolute mechanical properties and water resistance of the composites remain below those of conventional synthetic fiber composites such as glass fiber/epoxy systems. For example, glass fiber-reinforced epoxy composites typically show tensile strengths exceeding 300 MPa and water absorption below 0.3% after long-term immersion. In contrast, even the best-performing fungal-treated hybrid composites in this study achieved a maximum tensile strength of 55 MPa and exhibited significantly higher water uptake. This suggests that although the treatments are effective relative to untreated natural fibers, the composites are not yet competitive for high-durability or structural applications.
Overall, the treated natural fiber composites developed here show promise for low-load, non-structural applications such as packaging materials, interior panels, and construction components where moderate mechanical performance and moisture resistance are acceptable. Their combination of renewability, partial biodegradability, and improved mechanical properties positions them as viable alternatives in sectors seeking greener material solutions, provided that the durability limitations are acknowledged.
5. Conclusions
This study demonstrates that alkali and fungal treatments significantly enhance the mechanical properties of hemp and sisal fiber-reinforced hybrid composites. Fungal treatment, in particular, offers a sustainable and effective method for improving fiber-matrix adhesion, resulting in composites with superior tensile, flexural, and impact properties compared to untreated counterparts. The treatments also contributed to reduced water absorption relative to untreated samples, although the absolute moisture uptake remains high compared to synthetic fiber composites.
It is important to recognize that the use of biodegradable fibers partially improves the environmental profile of the composites, but the non-degradable epoxy matrix limits the overall sustainability at end-of-life. Therefore, while these composites contribute to the advancement of lightweight, renewable, and environmentally responsible materials, they are most suited for low-to-medium durability applications where biodegradability and moderate mechanical performance are prioritized over long-term stability.
6. Future Work
While this study demonstrates the potential of alkali and fungal treatments to enhance natural fiber composites, several important areas for future research remain. First, optimization of fungal treatment conditions — including incubation time, substrate composition, and environmental parameters — is necessary to minimize the formation of micro-voids and further improve mechanical integrity. Second, given that the current epoxy matrix remains non-biodegradable, future work should prioritize the development of fully bio-based or biodegradable resin systems to achieve composites that are sustainable throughout their entire lifecycle. Finally, exploring a broader range of natural fibers and hybrid fiber architectures could expand the application potential of sustainable composites across industries requiring moderate mechanical performance and environmental responsibility.
Author Contributions
R.K contributed to data collection, synthesis and writing of the initial drafts of the manuscript. J.S. helped with research progress and reviewing the report. Approach to methodology, R.K. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding and the APC was funded by Hochschule Kaiserslautern.
Data Availability Statement
Not applicable.
Acknowledgments
The Institute for Plastics Engineering West Pfalz (IKW) is acknowledged by the authors for its financial assistance. It is research and testing facility run by the Department of Applied Logistics and Polymer Sciences at Hochschule Kaiserslautern, Pirmasens, Germany.
Conflicts of Interest
The authors declare no conflict of interest.
References
- Faruk, O., Bledzki, A. K., Fink, H. P., & Sain, M. (2012). Bio composites reinforced with natural fibers: 2000–2010. Progress in polymer science, 37(11), 1552-1596.
- Drzal, L. T. (2005). Natural fibers, biopolymers, and biocomposites. CRC press.
- Balaga, U.K.; Gunes, A.; Ozdemir, T.; Blackwell, C.; Davis, M.; Sauerbrunn, S.; Fuessel, L.; Deitzel, J.M.; Heider, D. Optimization of the Recycling Process for Aligned Short Carbon Fiber TuFF Composites. Recycling 2025, 10, 55. [CrossRef]
- Pickering, K. L., Efendy, M. A., & Le, T. M. (2016). A review of recent developments in natural fibre composites and their mechanical performance. Composites Part A: Applied Science and Manufacturing, 83, 98-112.
- Shahzad, A. (2012). Hemp fiber and its composites–a review. Journal of composite materials, 46(8), 973-986.
- Bledzki, A. K., & Gassan, J. (1999). Composites reinforced with cellulose based fibres. Progress in polymer science, 24(2), 221-274.
- Sathishkumar, T. P., Naveen, J. A., & Satheeshkumar, S. (2014). Hybrid fiber reinforced polymer composites–a review. Journal of Reinforced Plastics and Composites, 33(5), 454-471.
- John, M. J., & Anandjiwala, R. D. (2008). Recent developments in chemical modification and characterization of natural fiber-reinforced composites. Polymer composites, 29(2), 187-207. [CrossRef]
- Reddy, K. O., Guduri, B. R., & Rajulu, A. V. (2009). Structural characterization and tensile properties of borassus fruit fibers. Journal of Applied polymer science, 114(1), 603-611. [CrossRef]
- Reddy, K. O., Reddy, K. R. N., Zhang, J., Zhang, J., & Varada Rajulu, A. (2013). Effect of alkali treatment on the properties of century fiber. Journal of Natural Fibers, 10(3), 282-296. [CrossRef]
- Kommula, V. P., Reddy, K. O., Shukla, M., Marwala, T., & Rajulu, A. V. (2014). Mechanical properties, water absorption, and chemical resistance of Napier grass fiber strand–reinforced epoxy resin composites. International Journal of Polymer Analysis and Characterization, 19(8), 693-708.
- Sreekala, M. S., Kumaran, M. G., & Thomas, S. (1997). Oil palm fibers: Morphology, chemical composition, surface modification, and mechanical properties. Journal of Applied Polymer Science, 66(5), 821-835.
- Gulati, D., & Sain, M. (2006). Fungal-modification of natural fibers: a novel method of treating natural fibers for composite reinforcement. Journal of Polymers and the Environment, 14, 347-352. [CrossRef]
- Sałasińska, K., Cabulis, P., Kirpluks, M., Kovalovs, A., Kozikowski, P., Barczewski, M., ... & Boczkowska, A. (2022). The effect of manufacture process on mechanical properties and burning behavior of epoxy-based hybrid composites. Materials, 15(1), 301. [CrossRef]
- Kabir, M. M., Wang, H., Lau, K. T., & Cardona, F. (2012). Chemical treatments on plant-based natural fibre reinforced polymer composites: An overview. Composites Part B: Engineering, 43(7), 2883-2892. [CrossRef]
- Li, X., Tabil, L. G., & Panigrahi, S. (2007). Chemical treatments of natural fiber for use in natural fiber-reinforced composites: a review. Journal of Polymers and the Environment, 15, 25-33. [CrossRef]
- Tamakuwala, V. R. (2021). Manufacturing of fiber reinforced polymer by using VARTM process: A review. Materials Today: Proceedings, 44, 987-993. [CrossRef]
- Schuster, J., Govignon, Q., & Bickerton, S. (2014). Processability of biobased thermoset resins and flax fibres reinforcements using vacuum assisted resin transfer moulding. Open Journal of Composite Materials, 4(01), 1-11. [CrossRef]
- Hsiao, K. T., & Heider, D. (2012). Vacuum assisted resin transfer molding (VARTM) in polymer matrix composites. In Manufacturing techniques for polymer matrix composites (PMCs) (pp. 310-347). Woodhead Publishing.
- Bender, D., Schuster, J., & Heider, D. (2006). Flow rate control during vacuum-assisted resin transfer molding (VARTM) processing. Composites Science and Technology, 66(13), 2265-2271. [CrossRef]
- Abdurohman, K., Satrio, T., Muzayadah, N. L., & Teten. (2018, November). A comparison process between hand lay-up, vacuum infusion and vacuum bagging method toward E-glass EW 185/lycal composites. In Journal of Physics: Conference Series (Vol. 1130, p. 012018). IOP Publishing.
- Mujahid, Y., Sallih, N., Abdullah, M. Z., & Mustapha, M. (2021). Effects of processing parameters for vacuum-bag-only method on void content and mechanical properties of laminated composites. Polymer Composites, 42(2), 567-582. [CrossRef]
- Hall, W., Javanbakht, Z., Hall, W., & Javanbakht, Z. (2021). Advanced methods—vacuum bagging and prepreg moulding. Design and Manufacture of Fibre-Reinforced Composites, 55-68.
- Zervakis, G., Philippoussis, A., Ioannidou, S., & Diamantopoulou, P. (2001). Mycelium growth kinetics and optimal temperature conditions for the cultivation of edible mushroom species on lignocellulosic substrates. Folia microbiologica, 46, 231-234. [CrossRef]
- Gougouli, M., & Koutsoumanis, K. P. (2013). Relation between germination and mycelium growth of individual fungal spores. International Journal of Food Microbiology, 161(3), 231-239. [CrossRef]
- Bangaru, P. D., Schuster, J., Shaik, Y. P., & Müller, D. (2024). Evaluation of mechanical properties and hydrophilicity of alkaline and plasma treated abaca fiber epoxy composite with mineral waste as fillers. Journal of Material Science and Technology Research, 11, 15-24. [CrossRef]
- Herrera-Franco, P., & Valadez-Gonzalez, A. (2005). A study of the mechanical properties of short natural-fiber reinforced composites. Composites Part B: Engineering, 36(8), 597-608. [CrossRef]
- Maalej, M. (2001). Tensile properties of short fiber composites with fiber strength distribution. Journal of materials science, 36, 2203-2212. [CrossRef]
- Zhao, X., Copenhaver, K., Wang, L., Korey, M., Gardner, D. J., Li, K., ... & Ozcan, S. (2022). Recycling of natural fiber composites: Challenges and opportunities. Resources, Conservation and Recycling, 177, 105962. [CrossRef]
- Filiciotto, L., & Rothenberg, G. (2021). Biodegradable plastics: standards, policies, and impacts. ChemSusChem, 14(1), 56-72.
- Samper, María Dolores, et al. "Properties of biobased epoxy resins from epoxidized linseed oil (ELO) crosslinked with a mixture of cyclic anhydride and maleinized linseed oil." Express Polymer Letters 13.5 (2019): 407-418. [CrossRef]
- Hasan, Mohammad Zaid, et al. "Environmental life cycle analysis of natural fiber composites in energy sector." Physical Sciences Reviews 10.1-2 (2025): 229-243. [CrossRef]
Figure 7.
Tensile modulus comparison of different compositions.
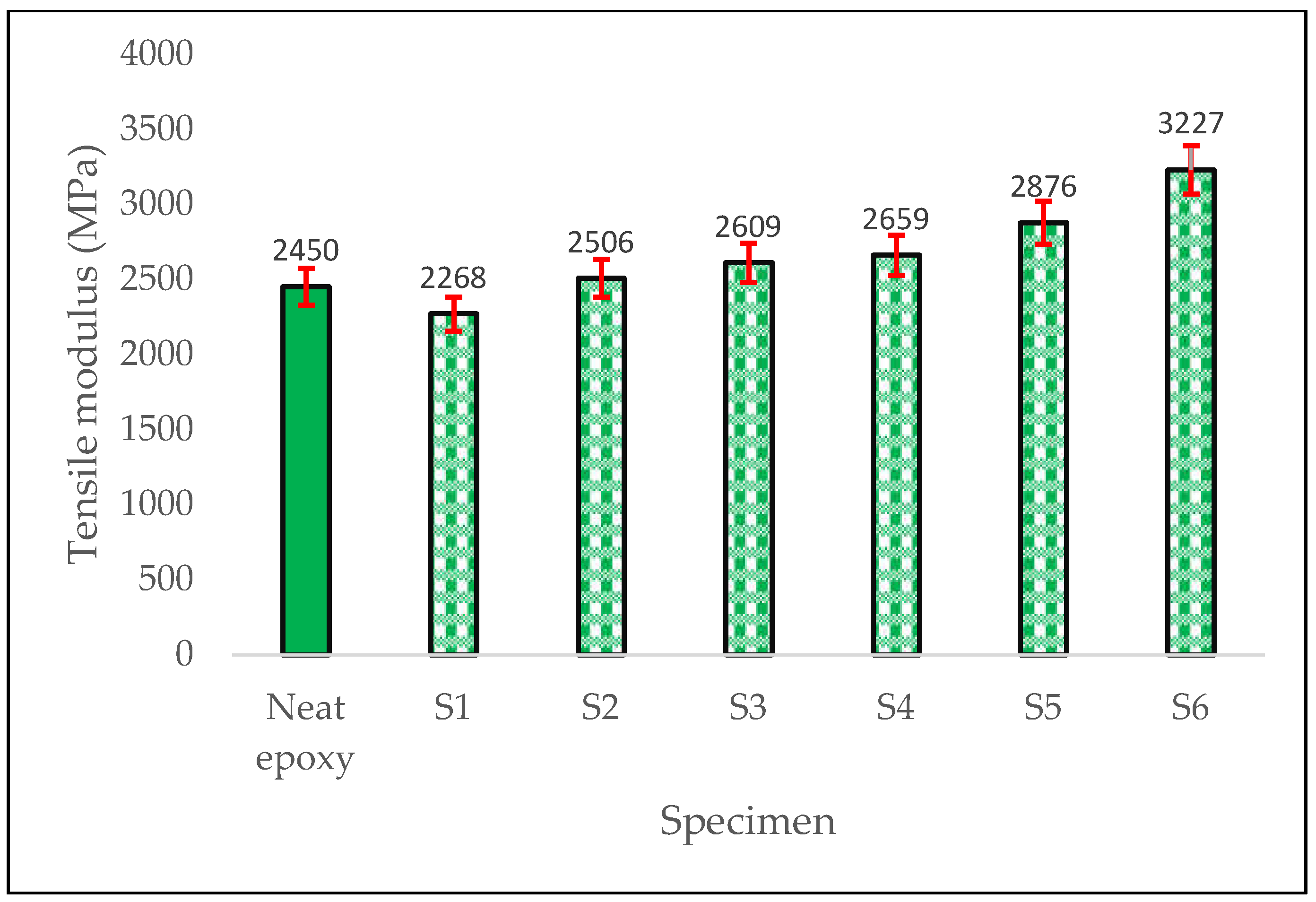
Figure 8.
Tensile strength comparison of different compositions.
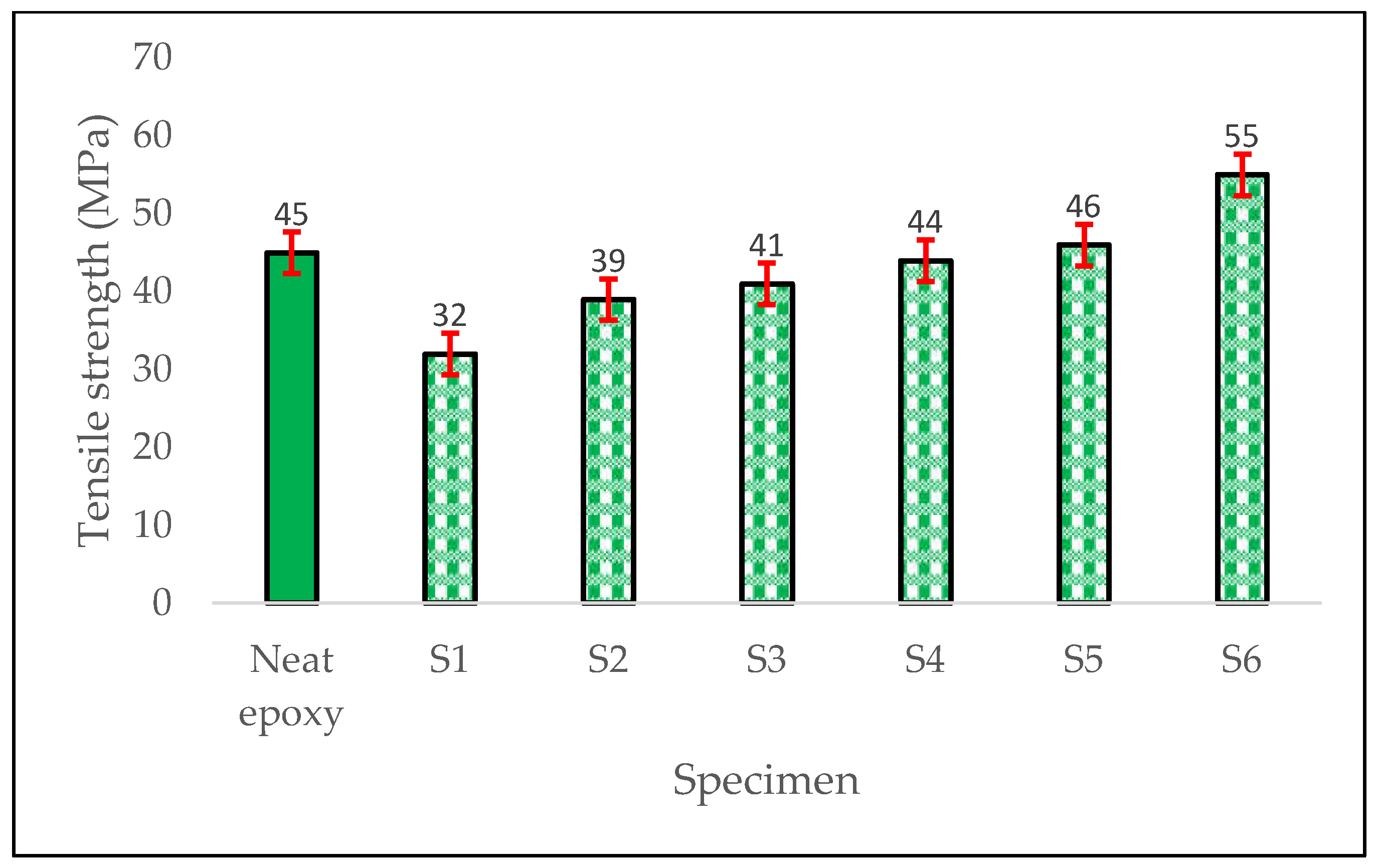
Figure 9.
Flexural modulus comparison of different compositions.
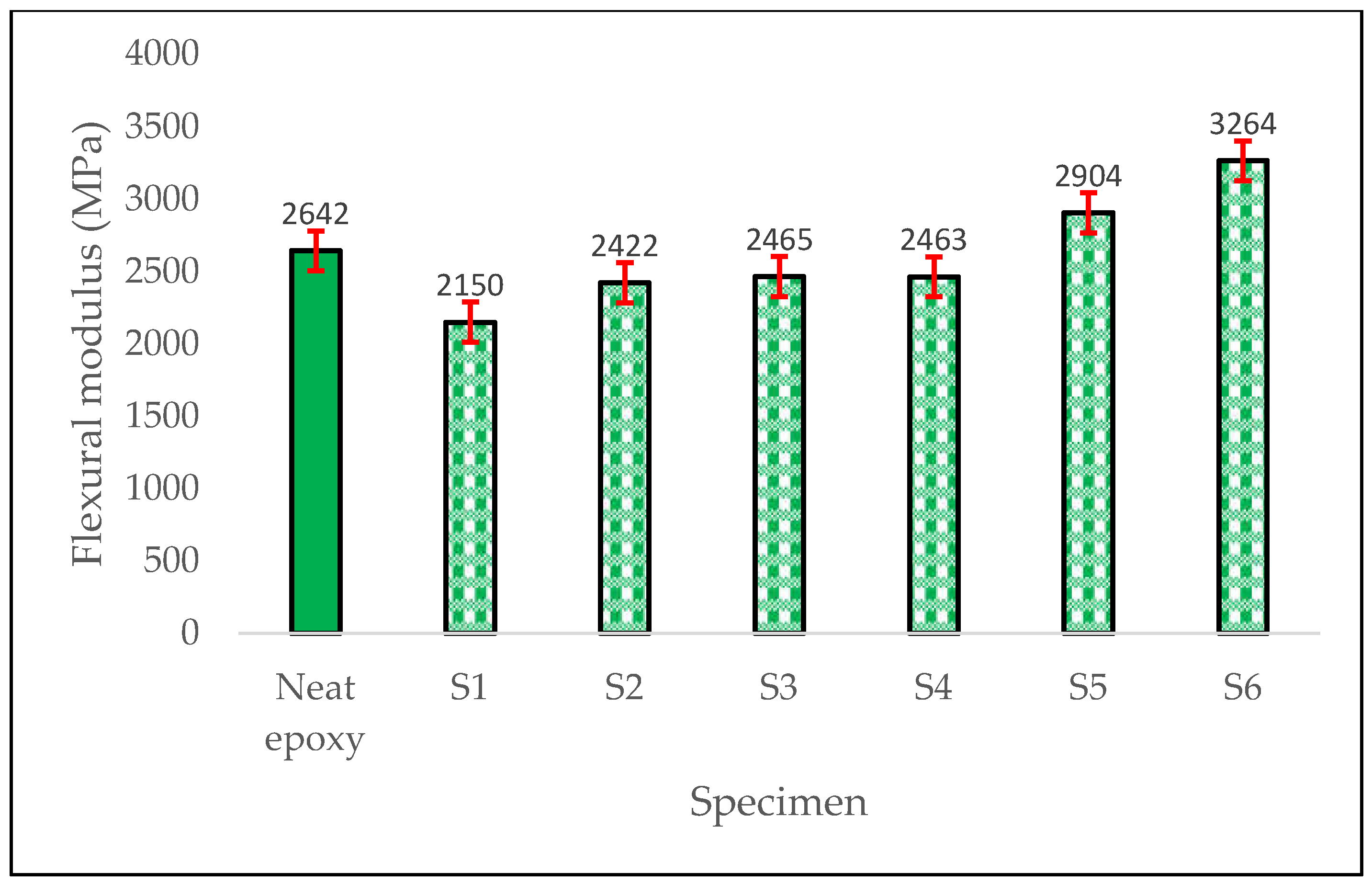
Figure 10.
Flexural strength comparison of different compositions.
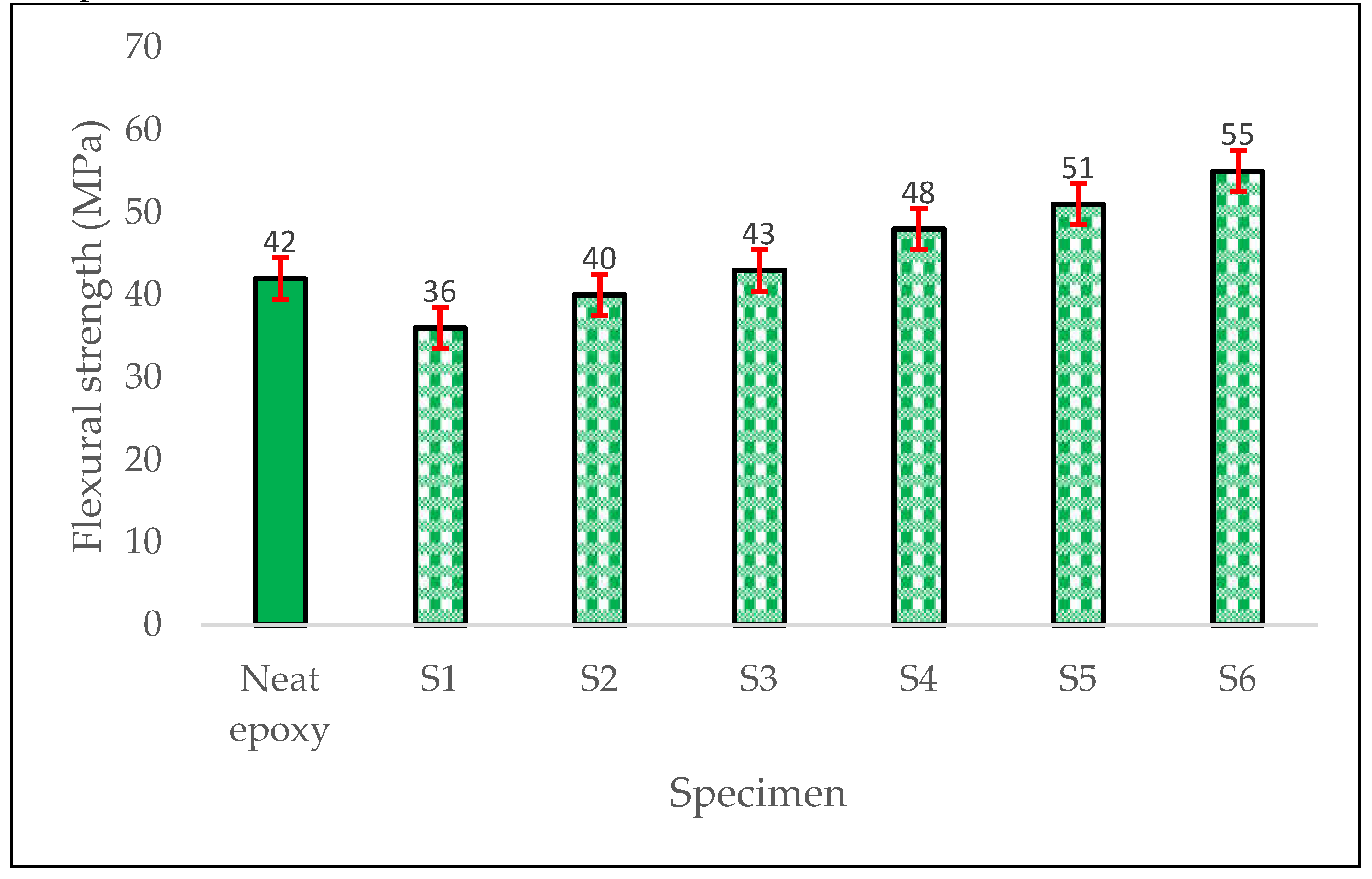
Figure 11.
Impact strength comparison of different compositions.
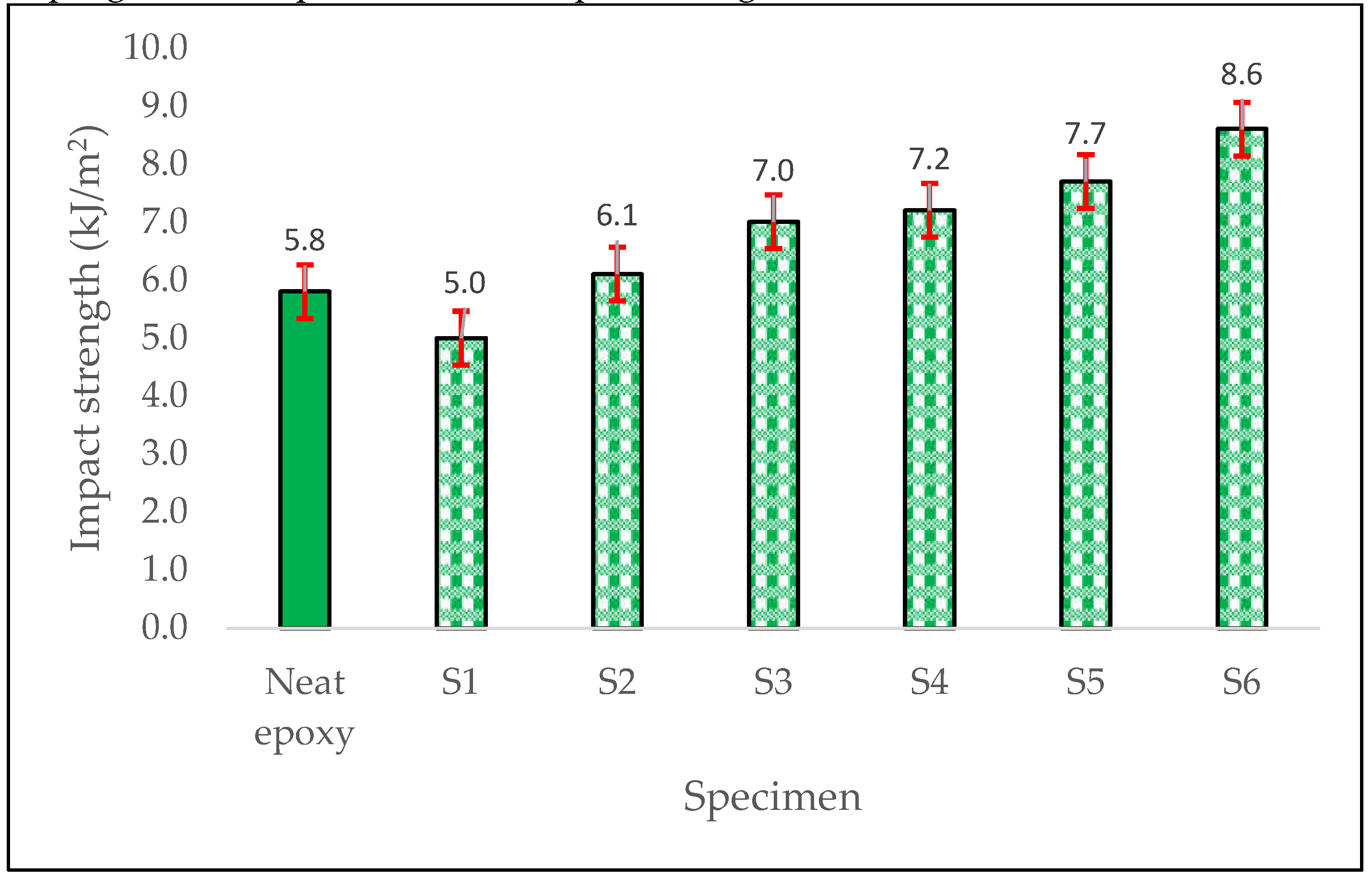
Figure 14.
Optical microscopy of specimen S1 at 100 µm.

Figure 15.
Optical microscopy image of alkali-treated specimen at 100 µm.

Figure 16.
Optical microscopy image mycelium networks on fiber surfaces 100 µm.
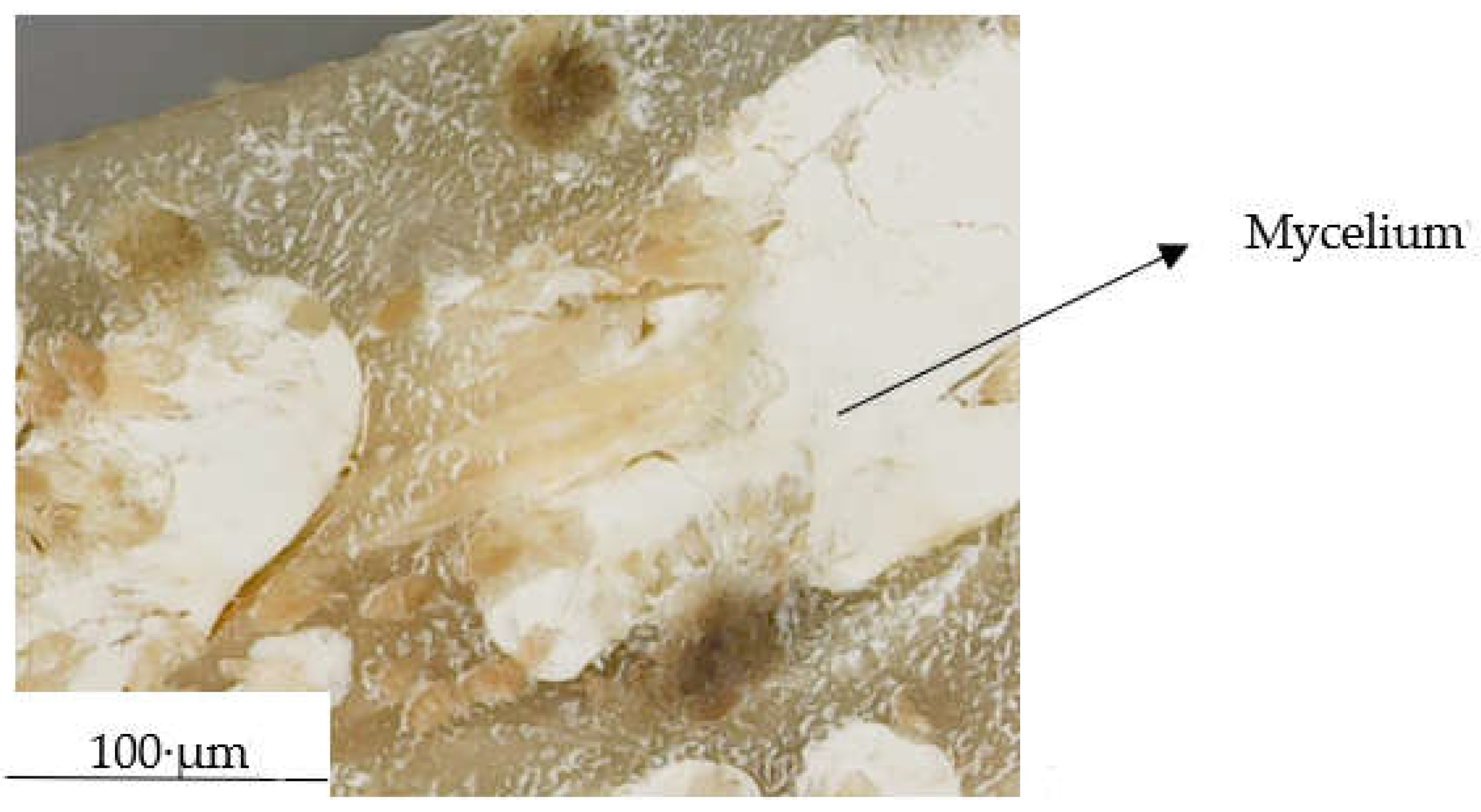
Figure 17.
Optical microscopy image of mycelium breakage creating micro-voids at 100 µm.
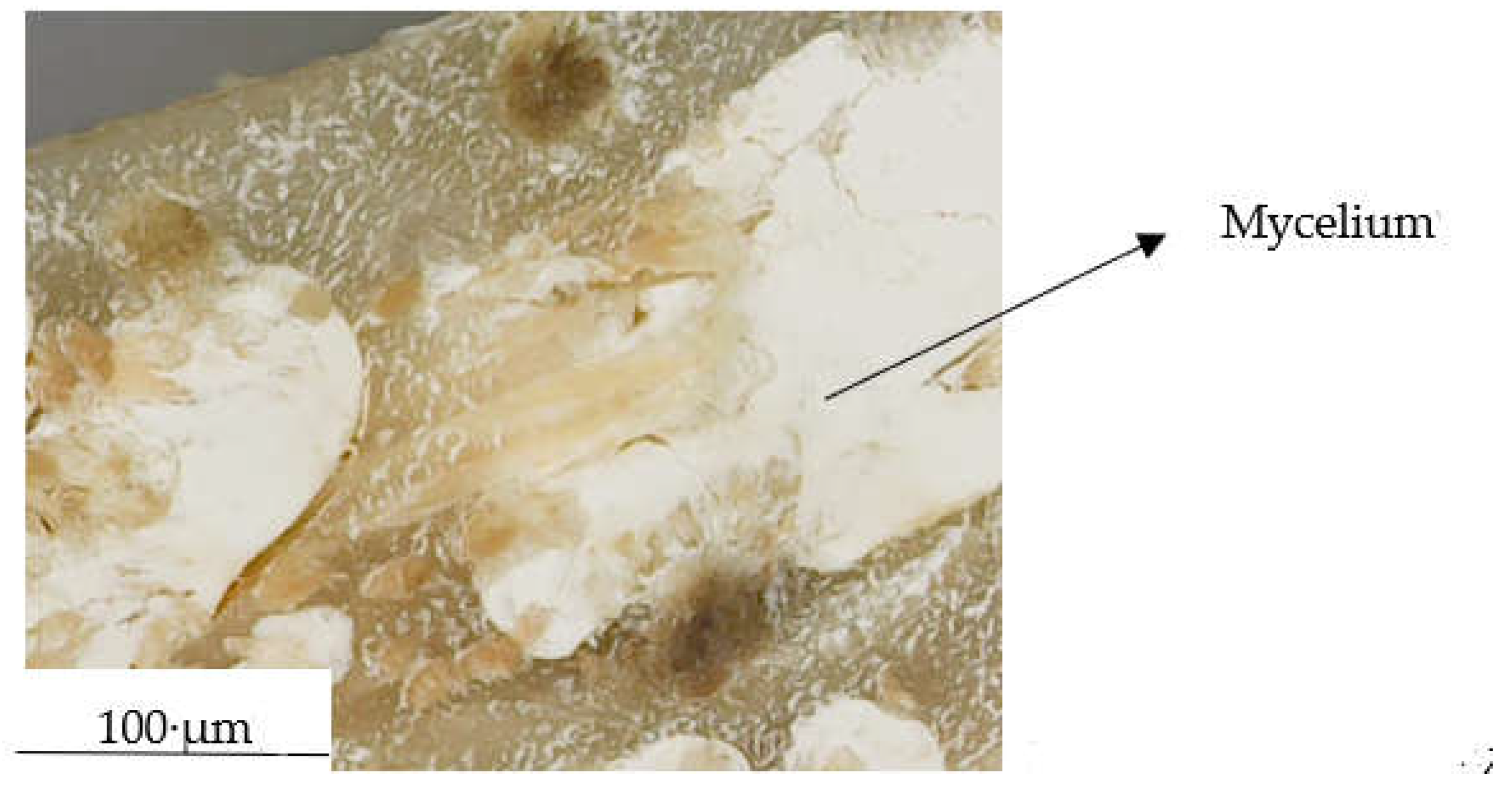
Figure 18.
Optical microscopy of tensile-tested specimen at 100 µm.
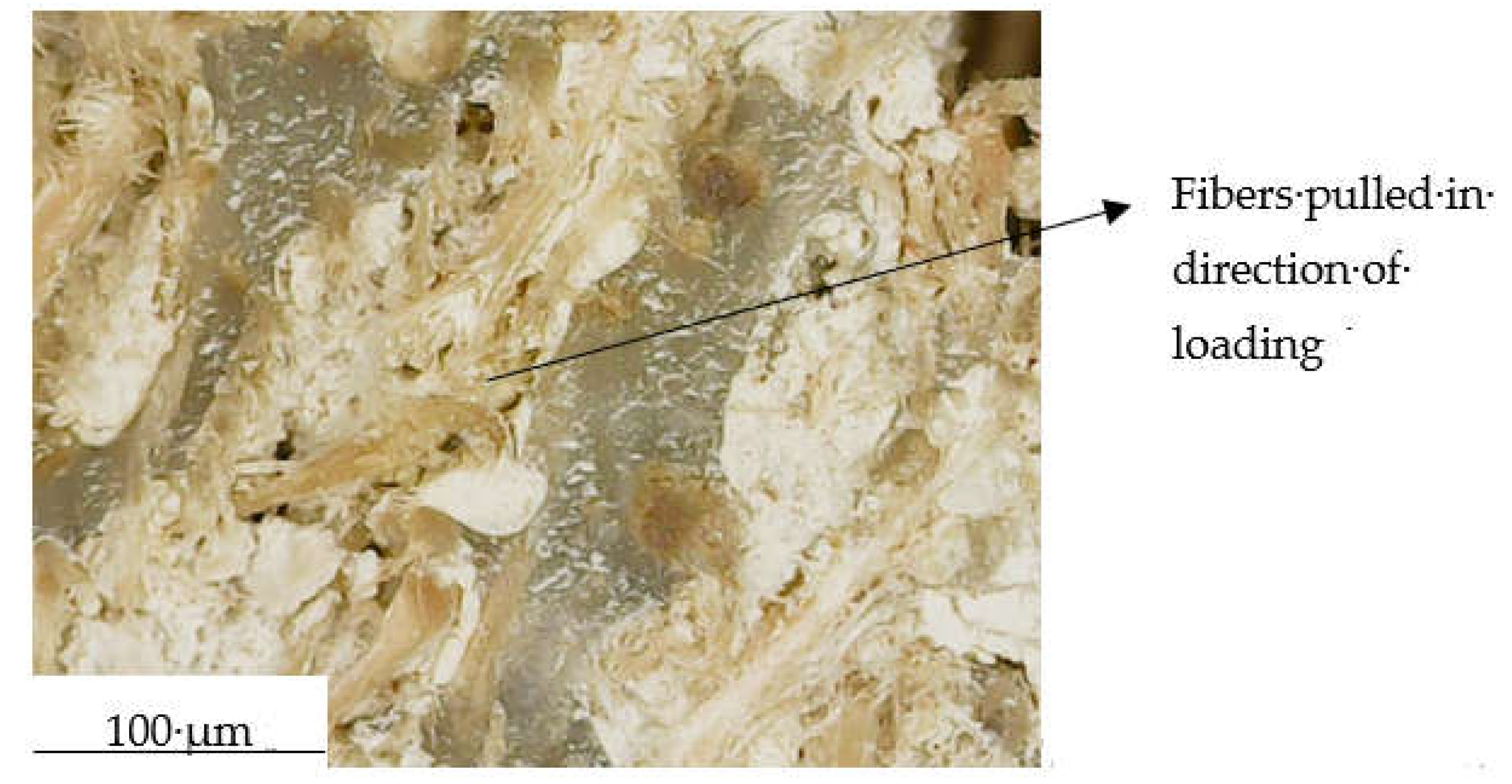
Figure 19.
Optical microscopy of impact-tested specimen at 100 µm.
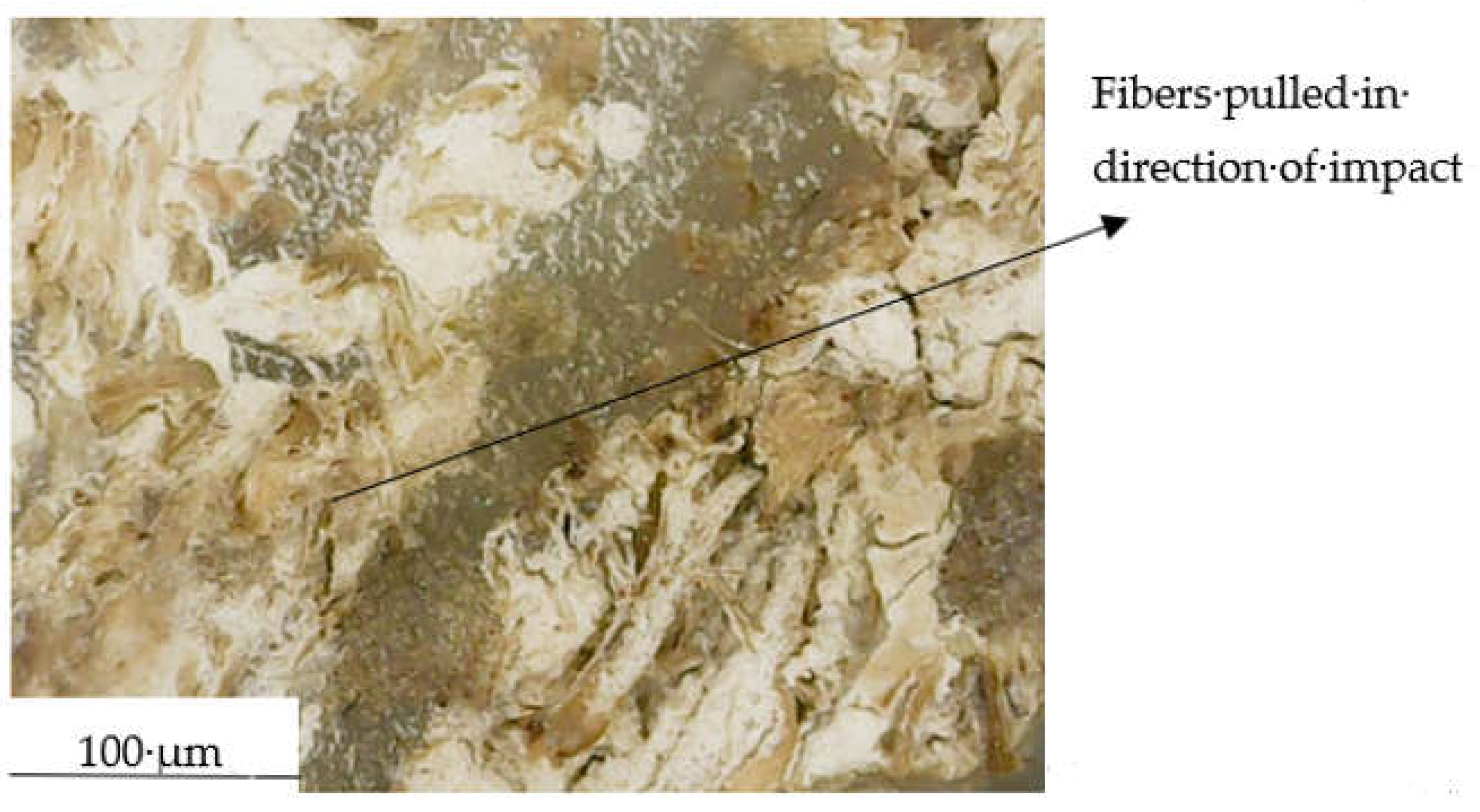
Table 4.
Design of Experiments.
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



