
Submitted:
03 September 2025
Posted:
04 September 2025
You are already at the latest version
Abstract
This investigation focuses on optimising the milling processes of white quinoa flour (Chenopodium quinoa Willd.) to enhance its industrial applications. Three milling technologies—knife, disc, and ball milling—were employed to produce flours characterised by various physicochemical analyses. The granulometric analysis indicated that ball milling achieved the finest particle size distribution, significantly improving water absorption capacity and dispersion. Mathematical modelling confirmed that the Rosin-Rammler-Bennett model provided superior predictive capability for rheological behaviour. X-ray diffraction revealed a reduction in crystallinity as milling progressed, while differential scanning calorimetry indicated a decrease in gelatinisation enthalpy and temperature range, suggesting enhanced thermal processing efficiency. Scanning electron microscopy illustrated structural changes, particularly in ball-milled samples, which disrupted starch granules and improved digestibility and solubility—essential attributes for gluten-free and low-glycaemic food products. Furthermore, fractionation of the flours yielded nutrient-rich bran, containing high levels of protein and fibre. These findings establish critical processing-structure-function relationships, promoting the scalable production of high-value quinoa ingredients that cater to the increasing demand for sustainable and health-oriented food solutions.
Keywords:
quinoa flour
; milling processes
; technological properties
; particle size distribution
; gelatinisation temperature
; food processing
1. Introduction
Quinoa (Chenopodium quinoa Willd.), an ancient Andean pseudocereal from the Chenopodiaceae family, originated in South America and was initially cultivated in Peru and Bolivia. It is consumed by a large part of the Brazilian population. High nutritional quality and diet diversification were the main motivations for the consumption of these pseudocereals [1]. Quinoa contains functional ingredients such as bioactive peptides, polysaccharides, saponins, polyphenols, flavonoids and other compounds [2]. Its structure and utilisation mirror those of true cereals, positioning it as a valuable raw material for food applications [3,4]. Numerous studies have focused on developing varieties adapted to diverse climatic conditions and soil types, with recent research demonstrating enhanced drought resistance and yield in Mediterranean environments through selective breeding [5]. The plant exhibits remarkable pest resistance and thrives in challenging conditions of high altitude, low humidity, and nutrient-poor soils—settings where conventional cereals often fail [6]. Quinoa’s exceptional nutritional profile, including 13–15% protein content with all essential amino acids in balanced proportions, surpasses that of traditional cereals while being naturally gluten-free, making it particularly suitable for coeliac disease management and specialised dietary needs [7,8,9]. Recent investigations have confirmed its superior protein quality and antioxidant potential, bioactive principles [10], highlighting its role in addressing global food security challenges [11,12,13].
The conversion of quinoa grains into flour is a pivotal processing step that profoundly affects its technological functionality and industrial viability. According to regulatory standards, such as those from Brazil’s National Health Surveillance Agency [14], flours are derived from edible parts of cereals, legumes, fruits, seeds, tubers, or rhizomes through safe technological processes, with the product name specifying the plant species. In the food industry, flours serve as primary, intermediate, or final products, necessitating the preservation of organoleptic and nutritional qualities during production [15]. However, food powders are inherently susceptible to changes in water absorption, softening, fusion, and granulometry due to their composition of living tissues [16,17]. The intensity of milling and grain texture critically determine damaged starch content, influencing technological quality assessments [18]. Milling operations alter grain shape, size, composition through fractionation, and thermal/moisture characteristics [19]. Recent advances underscore how optimised milling preserves bioactive compounds and enhances functional properties in gluten-free formulations [8,10]. For instance, techniques like ball milling reduce crystallinity and improve digestibility while maintaining nutritional integrity [20], and extruded quinoa flour has shown promise in developing gluten-free breads with superior sensory and nutritional profiles [21,22,23,24].
Chenopodium quinoa matrices showed antioxidant, antidiabetic, immunoregulatory, neuroprotective, and antimicrobial effects in in vitro and in vivo models and some clinical studies [25]. Despite quinoa’s increasing commercial relevance amid rising demand for gluten-free and functionally enhanced foods [26], significant knowledge gaps persist regarding the systematic impact of specific milling processes—such as knife, disc, and ball milling—on flour’s technological properties. While existing literature emphasises nutritional fortification in cereal products, there is limited exploration of processing-structure-function relationships [27]. Advanced analytical tools are essential for bridging these gaps: mathematical models like Gates-Gaudin-Schuhmann and Rosin-Rammler-Bennett enable precise particle size distribution analysis and process optimisation [28,29,30,31,32,33]. X-ray diffraction elucidates starch crystallinity and polymorphic forms; differential scanning calorimetry characterises thermal transitions like gelatinisation; and scanning electron microscopy reveals morphological features affecting hydration and performance.
This investigation addresses these gaps by systematically evaluating how different milling processes influence the technological properties of white quinoa flour. Through comprehensive analysis using particle size modelling, X-ray diffraction, differential scanning calorimetry, and scanning electron microscopy, the study elucidates key relationships between processing parameters and functional characteristics. The findings offer practical insights for optimising quinoa flour production, enhancing its application in gluten-free and functional foods, and supporting food manufacturers in developing innovative, health-promoting products for diverse markets.
2. Materials and Methods
2.1. Experimental Location and Facilities
The experiments were conducted at several institutions, including the Laboratory of Food Engineering (LEA) at the Universidade Federal de Campina Grande, located in Campina Grande, Paraíba State, Brazil. Additionally, efforts were made in conjunction with the Unit Operations Laboratory at the Federal University of Paraíba in João Pessoa, Paraíba State, Brazil. Further, this research was undertaken in partnership with the Laboratory of Food and Effluents Treatment (LATE) at the National Technological University, Mendoza Regional Faculty, Mendoza, Argentina.
2.2. Raw Materials
2.2.1. Quinoa Grain Procurement and Preparation
White quinoa grains (Chenopodium quinoa Willd.) were procured from local commercial suppliers in the city of Campina Grande, Paraíba State, Brazil. The raw material underwent a selection and preparation protocol consisting of the following sequential steps: initial grain selection through visual inspection to remove damaged, discoloured, or foreign materials; subsequent cleaning using an air blower to eliminate dust, lightweight impurities, and residual debris adhering to the grain surfaces; and storage in vacuum-sealed polyethene bags. The grains were stored in a cool, dry environment at a temperature of 20 ± 2°C and relative humidity of 60 ± 5% (Figure 1) to preserve grain integrity and prevent deterioration during storage prior to subsequent analyses.
The prepared quinoa grains were maintained under controlled conditions to ensure consistent moisture content and to prevent oxidative changes that could affect the final flour properties. Quality control measures included periodic visual inspection and strict maintenance of optimal storage conditions throughout the experimental period.
2.2.2. Chemicals and Reagents
All analytical grade chemicals and reagents used in this study were obtained from certified suppliers. Sodium hydroxide (NaOH p.a., 1 N standardised solution) was used for acidity titrable determination. Distilled water was utilised throughout all analytical procedures. The gold coating material for scanning electron microscopy sample preparation was of high-purity grade. Carbon dioxide for critical point drying was of industrial grade with 99.9% purity.
2.3. Equipment and Instrumentation
Three distinct milling systems were employed for flour production: (1) Knife mill (Marconi, model MA 048, Brazil), (2) Disc mill (Botini, model B5509, Brazil), and (3) Ball mill (Tecnal, model TE-350, Brazil). Additional equipment included standardised sieves (Tyler series, 42-200 mesh), electromagnetic sieve shaker (AGT.P-220V Bertel, Brazil), analytical balance (precision ± 0.0001 g), pH meter (calibrated with standard buffer solutions), and vacuum packaging system for sample storage.
2.4. Flour Production and Sample Designation
2.4.1. Milling Process Design and Equipment Specifications
White quinoa grains were processed using three distinct milling technologies to evaluate the comparative effects of different mechanical stress patterns on flour characteristics. The experimental design incorporated three flour samples with specific designations: F1: white quinoa flour obtained through knife milling; F2: white quinoa flour obtained through disc milling; and F3: white quinoa flour obtained through ball milling.
2.4.2. Equipment Technical Specifications
For F1 flour production, a knife mill manufactured by Marconi, model MA 048, was utilised, operating under standardised conditions to ensure reproducible particle size reduction. The F2 flour production employed a disc mill manufactured by Botini, model B5509, configured with optimised disc spacing and rotational parameters for efficient grain fragmentation. F3 flour production utilised a ball mill manufactured by Tecnal, model TE-350, operated with controlled ball-to-grain ratios and predetermined milling duration to achieve consistent particle size reduction.
Following the milling operations, all flour samples were transferred to vacuum-sealed plastic packages and stored in a dry and cool environment to prevent moisture absorption, oxidative deterioration, and microbial contamination that could compromise subsequent analytical determinations (Figure 2).
2.5. Physicochemical Characterisation
2.5.1. Proximate Analysis Methodology
Physicochemical analyses were conducted to determine moisture content, ash content, crude protein, lipids, pH, and titratable acidity following standardised methodologies established by the Instituto Adolfo Lutz [34]. These analytical procedures were selected due to their proven reliability and widespread acceptance in food science research applications (Figure 3).
A 100g sample of quinoa grains, taken representatively from the grain lot, was ground in a mortar for the subsequent determination of its chemical composition. Moisture content determination was performed using the gravimetric method, with oven drying at a controlled temperature of 102 ± 2°C, until a constant weight was achieved. Ash content was quantified through complete incineration in a muffle furnace under standardised temperature and time conditions. The crude protein content was determined using the Kjeldahl method, with the appropriate nitrogen-to-protein conversion factors applied. Lipid content was extracted and quantified using Soxhlet extraction procedures with appropriate organic solvents. pH measurements were conducted using a calibrated digital pH meter after preparing flour-water suspensions (1:10 w/v). Titratable acidity was determined by titration with standardised 1N NaOH p.a. solution, with results expressed as mL NaOH 1N/100g sample.
2.6. Particle Size Distribution Analysis
2.6.1. Sieve Analysis Procedure
Particle size distribution analysis was conducted through differential sieving of 100 g white quinoa flour samples, characterised by direct weighing measurements of sieve fractions using a standardised sieve series ranging from 42 to 200 Mesh (Figure 2). The sieving operation employed an electromagnetic shaker manufactured by Bertel, operated for a total analysis time of 10 minutes per sample according to the validated methodology described by Gusmão et al. [35].
The sieve analysis protocol involved weighing each sieve fraction to determine the mass distribution across different particle size ranges. Quality control measures included triplicate analyses and verification of complete mass recovery to ensure analytical accuracy and precision.
2.6.2. Mathematical Modelling of Particle Size Distribution
Two mathematical models were applied: the Gates–Gaudin–Schuhmann (GGS) model and the Rosin – Rammler – Bennett (RRB) model to evaluate and characterise the particle distribution patterns of the three flour samples F1, F2, and F3 [29,36,37,38,39,40].
The Gates-Gaudin-Schuhmann model was expressed according to equation (1):
where represents the mass fraction of material finer than the sieve opening , is the size parameter representing average particle size, and is the distribution parameter representing dispersion characteristics.
Where the outcome of the linearisation is as follows, equation (2):
The Rosin – Rammler – Bennett model, equation (3), was formulated according to:
where represents the characteristic size parameter and represents the uniformity parameter.
And its linearisation provides the following expression, equation (4):
Model parameter determination required linearising both mathematical expressions (equations 2 and 4, respectively) to enable statistical analysis and goodness-of-fit evaluation through the determination of the correlation coefficient.
2.6.3. Particle Size Standardisation Protocol VG
To standardise particle size for subsequent analytical procedures, all following analyses were performed exclusively with the flour fraction retained on the 80–mesh sieve from the particle size analysis (Figure 2). This standardisation approach ensured consistency across all analytical determinations and eliminated potential variations attributable to particle size differences.
2.7. Technological Properties Characterisation
2.7.1. Scanning Electron Microscopy (SEM) Analysis
Morphological characterisation of flour particles was conducted using scanning electron microscopy following the methodology of Atrous et al. [41] with specific modifications to optimise sample preparation and imaging conditions. The sample preparation protocol involved the following sequential steps: small quantities of flour particles were dispersed on double-sided metallic adhesive tape and mounted on cylindrical metallic supports to ensure representative sampling and optimal particle distribution for microscopic examination (Figure 4).
Additional sample batches were dehydrated using a CO2 critical point dryer manufactured by SHIMADZU to preserve particle morphology and prevent structural artefacts that could compromise morphological analysis. To confer electrical conductivity essential for high-quality imaging, all samples were coated with gold using a vacuum metallizer under standardised deposition conditions.
Micrographic examination was performed using a Superscan microscope (model SSX-550) operated at an acceleration voltage of 10 kV, with systematic image capture at multiple magnification levels, including 50×, 100×, 250×, 500×, 1000×, and 2000×, to provide morphological characterisation across different size scales.
2.7.2. X-Ray Diffraction (XRD) Analysis and Crystallinity Determination
Crystalline structure analysis was performed using X-ray diffraction employing a Shimadzu XRD-7000 X-ray diffractometer following the methodology of Won et al. [42] with specific adaptations for quinoa flour analysis. The instrumental parameters were optimised as follows: copper Kα radiation (wavelength 1.5418 Å), 40 kV operating voltage, 40 mA current, step size of 0.05°, and scanning rate of 0.5°/min at ambient temperature (Figure 4).
The diffraction scanning range was adjusted for angles from 5° to 65° (2θ) to capture all relevant crystalline reflections characteristic of starch polymorphs. The obtained diffractograms were utilised for phase identification of crystalline components present in the flour samples. Diffractometer data acquisition was performed through graphical recording, providing counts per second measurements (proportional to diffracted intensity) versus diffraction angle 2θ.
The degree of crystallinity of samples was quantitatively determined according to equation (5):
Where represents the degree of crystallinity expressed as a percentage, is the sum of crystalline peak areas obtained through peak deconvolution, and represents the amorphous halo area determined through baseline subtraction methods.
2.7.3. Differential Scanning Calorimetry (DSC) Analysis
Thermal characterisation was performed using differential scanning calorimetry to determine gelatinisation properties and thermal transitions of the flour samples. Sample preparation involved adding 6.0 μL of distilled water to 2.0 mg of flour in specialised DSC crucibles (aluminium pans) to achieve sample hydration for thermal analysis.
The sealed containers were weighed to verify the accurate mass of the sample and water, then maintained at 30 ± 2°C for 24 hours to ensure complete equilibrium between the flour samples and water. This equilibration period was critical for obtaining reproducible thermal transition temperatures and enthalpies.
Subsequently, samples were subjected to a controlled heating and cooling cycle from 20°C to 120°C at a heating rate of 10°C/min for comprehensive thermal characterisation, including gelatinisation enthalpy determination. Sealed aluminium capsules were employed, with an empty sealed capsule serving as a reference to eliminate instrumental artefacts and ensure accurate heat flow measurements.
The experiment was conducted under dynamic atmospheric conditions, with nitrogen gas flow maintained at 50 mL/min to prevent oxidative reactions and ensure reproducible thermal behaviour. In addition to enthalpy determinations, the following critical thermal parameters were quantified: onset temperature (T0), representing the initial gelatinisation temperature and peak temperature (TP), corresponding to maximum gelatinisation rate.
2.7.4. Statistical Analysis.
Statistical analyses were performed using BioRender Graph 2024© (Science Suite Inc., Canada), adhering to a significance threshold of p<0.05. Prior to conducting any analyses, the normality of the data was evaluated using the Shapiro-Wilk test, while the homogeneity of variance was assessed with Levene’s test. For datasets demonstrated normal distribution with equal variances, parametric analyses were applied utilising one-way ANOVA, followed by Tukey’s multiple comparisons test. This approach was specifically employed for the measurements of water content, pH, crude protein content, and lipid content in quinoa grains and flour samples (n = 20). When the normality assumptions were not met, non-parametric analyses were conducted using the Kruskal-Wallis test in conjunction with Dunn’s multiple comparisons test, particularly for acidity measurements in flour samples (n = 5). The statistical analysis of the data presented in Table 1 (n = 3) was conducted utilising IBM® SPSS® Statistics (V22.0, IBM® Corporation, NY, USA).
3. Results and Discussion
3.1. Grain Characterisation
White quinoa grains (Chenopodium quinoa Willd.) (Figure 5.b.) were characterised for their physico-chemical composition, revealing a water content of 11.62 ± 0.34%, ash content of 2.56 ± 0.20 (g/100 g dm), protein content 13.75± 0.46 (g/100 g dm) and lipid content of 5.34 ± 0.28 (g/100 g dm) (Figure 5.a.). These values align with recent studies highlighting quinoa’s nutritional variability influenced by processing and environmental factors [3,43,44]. The water content falls within the typical range of 10–13% for raw grains, which is crucial for storage stability, with levels below 12% recommended to prevent oxidation and microbial growth. The ash content indicates substantial mineral richness, providing insights into the product’s nutritional density, particularly for bone and metabolic health benefits [12]. The lipid content of 5.34% is consistent with reported averages of 5–7 %, which exceed that of maize (approximately 5.29%) and contribute to enhanced caloric value and antioxidant properties [26,43,45]. Initial milling does not substantially alter these components; however, intensive processes such as ball milling may slightly reduce lipids due to thermal friction, while preserving overall nutritional integrity [23,24,46].
In Figure 5.c., a correlation heatmap is presented that summarises the linear associations among the physicochemical variables measured across the quinoa flour samples produced by the three milling methods (knife, disc, and ball). Each cell displays a Pearson correlation coefficient (r), with colour intensity and hue indicating both the magnitude and direction. The heatmap reveals distinct clusters of positively correlated parameters, indicating variables that respond coordinately to milling intensity. The most notable positive correlations are observed between moisture content and certain compositional parameters, suggesting that water activity fundamentally influences the retention and accessibility of other flour constituents during processing. This finding aligns with previous observations that water content significantly affects protein-starch interactions and overall flour stability during storage [47,48]. Titratable acidity exhibits minimal correlation with other measured parameters, suggesting that the flour’s buffering capacity remains relatively stable across different milling treatments [49]. The lipid fraction shows moderate correlations with both moisture and protein content, reflecting the complex lipid-protein-water interactions characteristic of quinoa matrices. The preservation of these correlations across milling treatments indicates that mechanical processing does not fundamentally disrupt the lipid distribution patterns, though surface lipid exposure may increase with particle size reduction [50].
3.2. Characterisation of White Quinoa Flour
In Figure 5. d-h., the characterisation of flours F1, F2, and F3 for water content, pH, acidity, crude protein content and lipids is displayed. It can be observed that the average water content for flours F1, F2, and F3 are 11.33 ± 0.08%, 11.49 ± 0.13%, 12.02 ± 0.10%, respectively (Figure 5.d.), values close to those reported by Torres et al. [51] and Cobarrubias et al. [52] who investigated the physicochemical composition of quinoa flour, and reported water contents of 11.14% and 9%, respectively. The pH values are 6.83 ± 0.08, 6.89 ± 0.02 and 6.80 ± 0.03 for F1, F2 and F3, respectively (Figure 5.e.). Regarding acidity values, these are 0.02 ± 0.01 mL 1N NaOH/100g for all quinoa flours (Figure 5.f.). The protein content of the flours is as follows: Flour F1 has a protein content of 13.52 ± 0.14 g/100 g dry matter (dm), Flour F2 contains 14.30 ± 0.15 g/100 g dm, and Flour F3 exhibits a protein content of 13.36 ± 0.07 g/100 g dm (Figure 5.g.). The lipid content for these flours is consistently measured at 5.07 ± 0.03 g/100 g dm for F1, 5.07 ± 0.02 g/100 g dm for F2, and 5.08 ± 0.02 g/100 g dm for F3 (Figure 5.h.). Additionally, the ash content remains uniform across all flours at 2.78 ± 0.02 g/100 g dry matter (dm). Various starch extraction techniques are described in the literature, ranging from simple extraction with pure water to the use of different chemical reagents. The quality of starch extraction is evaluated based on its protein, lipid, and ash contents. The lower the content of these components, the higher the quality of the extraction process [53,54]. Compared with recent investigations, it is highlighted that low ash and lipid contents in fine flours indicate high starch purity, which is crucial for industrial extraction. This suggests that F3 (ball mill) is optimal for products with high starch content, such as gluten-free baked goods [8,9,20,24,26,55,56,57].
The crude protein content in the flours ranged from 13.36 to 14.30 g/100 g dry matter (dm), with flour F2 showing a significant difference compared to F1 and F3, indicating a higher crude protein index. The protein content reported by Vilcacundo et al. [58] in their study on the biological and nutritional value of quinoa, the value was 13.1%, a value very close to that found in the present study. These are also similar to those reported by Nowak et al. [44], who found protein levels ranging from 9.1 to 15.7 g/100 g dry matter (dm) in quinoa. Today, quinoa is recognised for its high protein content, which features a balanced amino acid profile with elevated levels of lysine and methionine [59,60,61]. Compared to proteins found in cereals and legumes, the proteins in quinoa have sparked interest in the scientific community regarding the nutritional potential of quinoa [62]. The lipid content found in the flours was, on average, 5.75 g/100 g dry matter (dm). Navruz-Varli et al. [63] studying the nutritional benefits of quinoa for human health, show that due to the quality and quantity of its lipid fraction, quinoa is accepted as an alternative oilseed, presenting an oil content of 2.0% to 9.5%, with this grain being rich in essential fatty acids such as linoleic and alpha-linolenic acids. These fatty acids account for nearly 88% of the total fatty acids in quinoa seeds [27,64,65]. Concerning Figure 5.i., the visual appearance of white quinoa flours processed by different milling techniques is represented. Representative photographs showing the macroscopic appearance of F1 (knife milling), F2 (disc milling), and F3 (ball milling) samples, illustrating the progressive particle size reduction induced by increasing mechanical processing intensity.
On the other hand, a comparative analysis between control samples and processed flours is presented in Figure 5.j-l., which provides insights into the magnitude of compositional changes induced by mechanical milling processes relative to the original quinoa grain matrix. The water content comparison (Figure 5.j.) reveals statistically significant differences between control and processed samples, F(5,24) = 3.646, p = 0.014, demonstrating that mechanical milling fundamentally alters the moisture retention characteristics of quinoa flour. The processed flours exhibit reduced water content compared to control samples, indicating that mechanical disruption of cellular structures compromises the natural water-holding capacity of the grain matrix [51,66,67]. The lipid analysis (Figure 5.k.) demonstrates non-significant differences between control and processed samples, F(5,24) = 2.356, p = 0.071, indicating that mechanical milling processes preserve the lipid fraction integrity across different processing intensities. This finding holds technological importance, as it indicates that the beneficial fatty acid composition of quinoa, which includes essential omega-3 and omega-6 fatty acids, is preserved during mechanical processing [68,69]. The crude protein analysis (Figure 5.l.) reveals significant differences between control and processed samples, F(5,24) = 33.209, p < 0.001, representing significant compositional change induced by mechanical milling. Several mechanisms contribute to this apparent protein enrichment: mechanical disruption breaks protein-starch associations, making previously bound proteins more extractable and detectable through conventional analytical methods. Additionally, the physical breakdown of cellular compartments may redistribute protein fractions, concentrating higher-quality proteins from the embryo and aleurone layers throughout the flour matrix [70,71,72,73]. Analytical improvements post-milling are covered by Simsek et al. [74], validating increased detectability.
Likewise, quinoa flour provides high-quality proteins, with a complete profile of essential amino acids. The grain protein is rich in amino acids like lysine and methionine, which are deficient in cereals [45]. In biscuits, adding 12.5% to 25% quinoa flour increases protein content by up to 30%, improving biological value compared to pure wheat products. In gluten-free breads, using extruded quinoa flour (up to 45%) elevates proteins and fibres, contributing to 16–19% of the recommended daily protein intake [7,56]. On the other hand, an increase in dietary fibres (soluble and insoluble) is observed, improving digestibility and reducing rapidly digestible starch content [75]. For example, in biscuits and cakes, substituting up to 30% wheat flour with quinoa increases fibres by 16%, along with minerals such as iron, magnesium, and phosphorus. This also raises resistant starch content, reducing the estimated glycaemic index (eGI) by 20–30% in breads and biscuits [56,76,77].
3.3. Granulometric Analysis of White Quinoa Flour
The experimental data for the sieving of white quinoa flour obtained from knife, disc, and ball mills are presented in Table 1. The retained mass fractions differed among the flours, with the knife-milled flour (F1) exhibiting a higher percentage of larger particles, particularly on the 16-mesh sieve, in contrast to the disc-milled flour (F2), which produced finer particles (Figure 6.a.).
According to Brazilian legislation, approximately 98% of wheat flour must pass through a sieve with a 250 µm (0.25 mm) mesh opening to be classified as fine flour [14]. The results from granulometric analysis of white quinoa grains fragmented using different mills (knife, disc, and ball) indicate that only the material passing through the 60-mesh sieve (0.248 mm) can be considered fine flour (F). As there is no specific legislation for white quinoa flour, the wheat grain flour regulations were used as a reference, given their commonality across the country [59,78].
Table 1 presents a comparative analysis of the mass retained on each sieve by mill type, along with the transformed variables essential for modelling the accumulated pass-through using Rosin–Rammler–Bennett (RRB) and Gates–Gaudin–Schuhmann (GGS) processes. All three mills demonstrate a mode around 248 µm (60 mesh), yet they exhibit variations in amplitude and fines generation.
The blade mill (F1) exhibits a concentrated particle size distribution, retaining 60.39 ± 0.231 g on the 60-mesh (248 µm) screen, which comprises 60.3% of the total mass. This concentration in the modal size indicates that the shear mechanism effectively facilitates controlled fragmentation. The formation of ultrafine particles is minimal, with only 1.09 g (1.1%) collected in the tray, confirming that the operation primarily utilises shear forces to promote uniform fragmentation without excessive fineness [79,80].
Conversely, the disc mill (F2) presents heterogeneous behaviour, resulting in a broad particle size distribution across various fractions. The retention on the 60-mesh screen totals 42.53 ± 0.024 g (42.5% of the total mass), along with a substantial range of finer fractions. It is noteworthy that this mill excels in generating ultrafine particles, with a total of 6.72 ± 0.012 g (6.7% of the total mass) collected in the tray. The intermediate fractions account for 43.57 g (43.5% of the total mass), indicating progressive fragmentation influenced by the interplay of impact and shear forces [81].
The ball mill (F3) demonstrates distinct performance characteristics, combining high fragmentation efficiency with effective control over over-pulverisation. It achieves a concentration of 61.29 ± 0.017 g on the 60-mesh screen (61.3% of the total mass), surpassing the blade mill in terms of modal concentration while significantly reducing coarse fractions to 14.83 g (14.8%). A notable attribute of this mill is the minimal production of ultrafine particles, with only 0.12 ± 0.002 g (0.1% of the total mass), attributed to its controlled fragmentation mechanism that efficiently employs both impact and attrition processes [82].
The particle size distribution analysis presented in Figure 6.a-b., coupled with the quantitative modelling data from Table 1, provides insights into the mechanical efficacy and comminution mechanisms inherent to each milling technique. The knife-milled flour (F1) demonstrates retention on coarser sieves (particularly the 16-mesh fraction with 0.780 g retained), indicative of the limited mechanical energy input characteristic of cutting-based size reduction mechanisms. This distribution pattern suggests that the knife milling process operates primarily through shearing forces, with insufficient energy density to achieve particle fragmentation [83,84]. Contrary, the disc-milled flour (F2) exhibits intermediate particle size reduction efficiency, with reduced retention on the 16-mesh sieve (0.040 g) and enhanced fine particle generation. This intermediate performance reflects the combined action of impact and shearing forces characteristic of disc milling systems, where particle-impactor interactions generate sufficient energy for moderate size reduction whilst maintaining process efficiency. The ball-milled flour (F3) demonstrates the most extensive particle size reduction, with minimal coarse particle retention (0.090 g on 16-mesh) and fine particle generation evidenced by increased tray collection (6.720 g for F2 compared to 0.120 g for F3). This distribution pattern corroborates the high-energy nature of ball milling, where repeated collision and attrition forces generate the mechanical energy necessary for comprehensive particle fragmentation [85,86,87].
Among physicochemical characteristics, granulometry holds significant importance for technological applications, as particle size influences various quality parameters, such as water absorption in dough and the final product’s appearance. The milling process causes tissue disruption, which may allow the internal parts of quinoa to come into contact with air, thus affecting its storage stability [22]. Particle size reduction is an important processing step that can impact the nutritional profile, functional, and rheological properties of quinoa flour [20,55]. These modifications enhance quinoa’s versatility in gluten-free products, where smaller particles improve texture and nutrient bioavailability, as evidenced by studies on starch granule clustering and crystallinity [88,89]. The granulometric distribution varied significantly: F1 retained more large particles (16 mesh sieve), while F3 showed finer particles, with 98% passing through 250 µm, classifying it as fine flour according to wheat legislation. Recent studies confirm that ball milling produces nanometric particles (122–295 nm), improving dispersion and water absorption [55]. The amorphous (non-crystalline) starch content increases with the milling process.
This process of nanoscale reduction, achieved through high-energy mechanical actions such as shear and impact, disrupts the integrity of starch granules, resulting in an increased surface area and modified rheological properties. These findings are consistent with existing research on the role of ball-milling in enhancing digestibility and functional characteristics [68,90]. This contrasts with F1 and F2, where larger particles (248–991 µm) result in reduced fineness. In a former study conducted, depending on both ball milling time and speed, the particle size first decreased and then increased, the crystallinity, lamellar structure, and short-range ordered structure gradually decreased, and the contact angle gradually increased [91]. A study performed by Deshpande et al. [26] found that smaller sizes in quinoa flour increase swelling capacity and solubility, positively impacting the texture of baked products. Recent studies have investigated the roller milling process and its effectiveness in fractionating nutrient-dense bran, which is rich in protein and fibre, from perisperm fractions. This approach allows for the development of customised formulations that not only enhance nutritional value but also contribute to a reduction in the glycaemic index of the resulting blends [24,92,93]. Additionally, the application of mathematical models (GGS and RRB) showed a better fit for RRB (R2 > 0.96) (Figure 6.c.), aligning with research that used RRB to predict rheological behaviour in pseudocereal flours [8]. The average diameter (388–514 µm) indicates that F2 and F3 are ideal for wheat blends, reducing the glycaemic index by increasing resistant starch [8,20,23,56]. Overall, these milling-induced changes not only optimise quinoa’s techno-functional attributes but also support its application in sustainable, health-promoting foods, with ball milling emerging as an eco-friendly method for producing high-value flour [24,88,94]. Industrially, such processes enable scalable production of quinoa-based ingredients for gluten-free baking, extruded snacks, and fortified products, enhancing market viability and addressing global demands for nutrient-dense, plant-based foods [26].
3.4. Application of Mathematical Models
The mathematical models of Gates-Gaudin-Schuhmann (GGS) and Rosin-Rammler-Bennett (RRB) were applied to the granulometric data from the white quinoa flour samples obtained via knife, disc, and ball mills. The model applications are presented in Figure 6.c-d. with their respective linearisation. As observed, the RRB model provided the best fit for each of the respective flours. Using the RRB model, the KRRB values, representing the average particle diameter of the white quinoa flours, were determined. The IRRB represents the slope of the line in the graph, yielding values of 1.831, 1.827, and 2.890 for the flours from the knife, disc, and ball mills, respectively. Additionally, the IRRB uniformity parameters indicate that the ball mill produces the most uniform particle distribution among the three methodologies. The granulometric data indicate that the disc and ball mills achieved superior particle size reduction at laboratory scale, producing 50.29% and 23.94% fine flour (passing through the 60–mesh sieve), respectively. Although the literature reports various studies, numerous factors influence mill efficiency, including speed, frequency, grinding media material and size, atmosphere, temperature, and grinding time [95,96,97]. From the RRB graph equation, KRRB values of 514.05 µm for F1, 352.11 µm for F2, and an average diameter of 388.39 µm for F3 were obtained (Figure 6.c.). These values approximate the particle size in the most significant mass fraction from the granulometric distribution, which occurred on the 60-mesh sieve.
This is supported by Deshpande et al. [26] studied applying RRB to model grinding in quinoa, correlating with flow and compaction properties. Recently, Ahmed et al. [55] have demonstrated that intensive grinding alters crystallinity, affecting starch hydration and pasting. This explains why F3 exhibits a smaller diameter, promoting dense starch networks that enhance viscous textures [20,24]. Milling significantly reduces particle size, which directly enhances functional attributes like water absorption, swelling power, and solubility [20,98]. Smaller particles increase surface area, leading to improved water interaction and bioavailability of nutrients. For instance, ball milling can produce nanoscale particles (122–295 nm), boosting dispersion and hydration. This is particularly evident in finer flours (e.g., F3 from ball milling), where 98% of particles pass through 250 µm, resulting in higher swelling capacity and solubility compared to coarser fractions from knife or disc milling. All these factors are significant because their relationship underpins the utilisation of quinoa in gluten-free products, where improved hydration enhances texture and dough consistency. It is pertinent to cite the energy dissipation during milling, which disrupts starch granules and elevates solubility, e.g., from 1.5% to 29.7% at higher temperatures [95].
3.5. Scanning Electron Microscopy (SEM)
The micrographs illustrated in Figure 6.e-g. depict the gradual structural modifications achieved through knife, disc, and ball milling processes, respectively. The quinoa flour produced via knife milling exhibits characteristic polygonal starch granules that maintain relatively well-preserved structural integrity (Figure 6.e.). The resulting particles demonstrate a heterogeneous size distribution with distinctly defined angular surfaces, which aligns with prior observations of mechanically processed quinoa starches. The microstructural analysis indicates minimal agglomeration phenomena, suggesting that the knife milling process imparts limited mechanical energy compared to alternative methods. The individual starch granules largely remain intact, showcasing the typical quinoa starch morphology characterised by polygonal shapes ranging from 0.4 to 2.0 μm [99,100]. The surface texture appears moderately rough, indicative of the initial stages of mechanical deformation without extensive fragmentation.
In relation to the disc-milled sample (Figure 6.f.), it demonstrates intermediate levels of particle size reduction and morphological modification. An increased particle fragmentation relative to knife milling is revealed, with evident surface roughening and the emergence of smaller particle fractions [101]. The mechanical action involved in disc milling generates sufficient shear forces to disrupt the original granule structure while preserving recognisable starch particle morphology [102].
Conversely, the ball-milled quinoa flour (Figure 6.g.) exhibits the most significant structural alterations, consistent with the high-energy mechanical processing characteristic of this technique [103]. Ball milling, particularly high-energy ball milling, causes the most significant structural alterations in quinoa flour [20,104].This method applies intense mechanical actions including shear, friction, collision, and impact, leading to a substantial reduction in particle size, often into the nanoscale range (e.g., 122–295 nm for quinoa) [20,90]. The micrographs reveal extensive particle fragmentation, resulting in numerous smaller particles and notable agglomeration behaviour. The original polygonal starch granules have been predominantly transformed into irregular, deformed structures, leading to a considerable increase in surface area [105].
The three milling processes examined exhibit distinct levels of particle agglomeration, with the extent of agglomeration directly correlating to the mechanical energy input applied during the milling process. The sample processed by ball milling demonstrates the most significant agglomeration behaviour, which can be attributed to the markedly increased surface area and surface energy of the fragmented particles. This phenomenon arises from the van der Waals forces acting between individual particles, facilitating the formation of larger aggregates from smaller fractured components [102]. The agglomeration tendencies observed in the scanning electron microscopy (SEM) micrographs align with the particle size distribution data presented in Table 1. Despite the extensive fragmentation achieved through the milling processes, the formation of aggregates results in the retention of larger particle fractions. This dynamic interplay between particle breakage and agglomeration exemplifies the “crushing limit” effect commonly noted in high-energy milling operations. The morphological transformations identified through SEM analysis yield valuable insights into the connection between milling-induced structural changes and the functional properties of quinoa flour [90]. The progressive degradation of granular integrity, observed from knife milling to disc milling and ultimately to ball milling, corresponds with an increase in water absorption capacity, alterations in gelatinisation behaviour, and modifications to rheological properties. The substantial increase in surface area, particularly prominent in the ball-milled sample, enhances the accessibility of bioactive compounds and improves digestibility characteristics by disrupting starch clustering.
3.6. Nutritional and Bioactive Enhancements
Quinoa is a pseudocereal celebrated for its excellent nutritional quality and potential to improve global food security, especially in marginal environments [61,106]. Milling improves digestibility and nutrient bioavailability without chemical additives, promoting sustainability [107,108]. Nanoscale reduction via ball milling enhances functional properties like digestibility by disrupting starch clusters and increasing bioactive compound accessibility as proteins, fibres, and polyphenols [20,55,107]. Bran fractions from roller milling are nutrient-dense (up to 20% protein, 24% fibre), reducing antinutritional factors and supporting health benefits like anti-inflammatory and antidiabetic effects reported by other authors [98,107]. With regard to eco-friendly aspects, ball milling is a green method that minimises waste and energy use while preserving minerals (e.g., sulphur, magnesium) and improving overall nutritional profile [20,55,108]. All of these properties are health-promoting foods, such as fortified products with reduced glycaemic index, and cite how milling energy (e.g., 0–4.08 kJ/g) correlates with increased resistant starch [109].
Concerning the sensory and nutritional quality of baked products, quinoa flour has gained attention in the food industry for its potential to improve both aspects of baked products, such as breads, biscuits, cakes, and gluten-free items [27]. Other studies highlight its high content of proteins, fibres, minerals, and bioactive compounds, which allow the enrichment of traditional products without significantly compromising flavour or texture [8,9,20,55,110,111]. The incorporation of quinoa flour in baked formulations elevates the nutritional profile, increasing the content of essential nutrients and reducing the glycaemic index [63,98,111,112,113,114,115]. This flour releases phenolic compounds during baking, improving antioxidant activity. In breads fortified with 5–15% quinoa, an increase in polyphenols and a reduction in starch digestibility are reported, benefiting people with diabetes [3,10,111]. Andean indigenous crops have excellent potential as sources of health-promoting bioactive compounds, such as flavonoids, and nutritional properties [106]. These advances enable the development of functional products, such as breads with higher vitamin B content (up to 17.8% of daily thiamine) and lower glycaemic impact.
3.7. X-Ray Diffraction (XRD) Analysis and Crystallinity
The X-ray diffractograms of flours F1, F2, and F3 are presented in Figure 6.h. X-ray diffraction analysis distinguishes three types of crystallinities in granules, classified as A, B, and C based on their form and crystalline structure, with intensity peaks at diffraction angles 2θ, as presented [75].
Analysing X-ray diffraction patterns offers insights into how starch is organised in quinoa flour samples. As shown in Figure 6.h., the diffractograms, along with the crystalline structure data in Table 2, highlight structural changes caused by different levels of mechanical processing during the production of the flour. The quantitative assessment of crystallinity degrees revealed variations amongst the three flour samples, with values of 18.8%, 16.2%, and 17.7% recorded for F1, F2, and F3, respectively. These measurements indicate modifications in the ordered molecular arrangements within the starch structure, directly correlating with the mechanical energy input applied during the respective milling processes. According to the established classification system presented in Table 2, X-ray diffraction analysis distinguishes three principal types of crystalline polymorphs in starch granules: Type A, Type B, and Type C, based on their characteristic diffraction patterns and crystalline structure arrangements. The comprehensive peak analysis revealed characteristic intensity maxima at specific diffraction angles (2θ): Type A crystallinity exhibits peaks at 15.3°, 17.1°, 18.2°, and 23.5°; Type B demonstrates peaks at 5.6°, 14.4°, 17.2°, 22.2°, and 24°; whilst Type C presents a combination pattern with peaks at 5.6°, 15.3°, 17.3°, and 23.5°. The detailed analysis of intensity peaks at specific diffraction angles (2θ) enabled the systematic classification of the quinoa flour samples according to established starch polymorphic forms. The observed peak patterns, characteristically positioned between 15-23° 2θ, permitted the identification of mixed Type A and Type B crystalline structures. The major diffraction peaks were identified at 15.3°, 17.1°, 18.0°, and 23.1°, consistent with A-type starch patterns, whilst additional evidence of V-type amylose-lipid complex formations was observed at approximately 20° 2θ. This classification aligns with the pseudocereal nature of quinoa, which exhibits intermediate crystallographic properties between traditional cereals (predominantly Type A polymorph) and tuber-derived starches (primarily Type B polymorph). The coexistence of both Type A and Type B characteristics reflects the unique botanical origin of quinoa and its distinct starch molecular architecture. Studies have characterised quinoa starch as having a low amylose content, typically ranging from 9.43% to 10.90% in some varieties, which contributes to its lower water solubility index and higher swelling power compared to maize or potato starch [116].
According to Londoño-Restrepo et al. [117], the broad peaks exhibited by starches are associated with nanocrystalline structures of amylose or amylopectin, due to the elastic and inelastic contributions to the X-ray diffraction pattern in nanoparticles. X-ray diffraction studies have been used to explain starch granule structure and crystallinity. Depending on biological origin, amylose-to-amylopectin ratio, and amylopectin branch length, starch granules exhibit three diffraction patterns associated with different crystalline polymorphic forms: type A (cereal), type B (tubers), and type C (crystals, or A and B coexisting in the same granule)[98,118]. Recent studies indicate that grinding reduces crystallinity by up to 10–20%, facilitating gelatinisation. Several studies associate this with amylopectin nanocrystalline structures, improving antioxidant properties [20,55,119].
3.8. Effects on Cellular Structure, Granule Disruption and Size Reduction
Quinoa seeds have a complex cellular makeup, with starch granules (polygonal and ~1–2 μm in size) clustered in the perisperm, surrounded by protein-rich embryo and bran layers rich in fibre and bioactive compounds [20,118,120]. Milling breaks down these structures through mechanical forces like shear, impact, and friction [17]. High-energy milling, such as ball milling, transforms quinoa seeds into nanoscale flour (122–295 nm particles), converting polygonal starch granules into flake-like forms and reducing crystallinity without fully altering the A-type polymorph [20,120]. Wet milling yields higher purity fibre fractions (up to 72%) by separating bran and germ, but it increases granule aggregation and surface roughness compared to dry milling [88].
On the other hand, milling reduces relative crystallinity (e.g., from 29% in enzymatic extraction to 26.8% in alkali methods), disrupting amylose and amylopectin arrangements [110]. This leads to a loss of ordered helical structures, with ball milling causing energy dissipation as heat, further degrading granule integrity [108]. Alterations in cellular structure directly enhance quinoa’s functional properties, making it more versatile for industrial use. Key effects include hydration and swelling, smaller particles from milling boost water absorption and swelling power (e.g., up to 16.4 g/g at 85°C in high-energy milled starch), as disrupted granules allow better water interaction. Ball milling increases solubility from 1.5% to 29.7%, aiding in gluten-free formulations [91,121].
3.9. Differential Scanning Calorimetry (DSC)
DSC enables quantitative determinations, as the peak areas are related to the energy involved in the process. The DSC analysis results are presented in Table 3 for parameters including material heat capacity, enthalpy variation (ΔH), and temperatures of thermal events.
The differential scanning calorimetry analysis revealed significant processing-dependent modifications in thermal behaviour across the three quinoa flour samples (Table 3). The onset temperatures (TO) remained relatively consistent at approximately 50°C across all treatments, indicating that the initial gelatinisation threshold was not fundamentally altered by mechanical processing. However, marked variations were observed in peak gelatinisation temperatures (TP), which decreased progressively with milling intensity: F1 (79.35°C) > F2 (71.68°C) > F3 (70.47°C). The gelatinisation temperature range (TP-TO) narrowed significantly with increasing mechanical processing intensity, from 29.16°C in knife-milled flour to 20.39°C in ball-milled flour. This reduction indicates more uniform and rapid gelatinisation behaviour in mechanically disrupted samples, suggesting enhanced thermal efficiency for industrial processing applications.
The most pronounced differences were observed in gelatinisation enthalpy values, with F1 exhibiting the highest energy requirement (1791 J/g) compared to F2 and F3 (1211 and 1221 J/g, respectively). This reduction of approximately 32% in mechanically processed samples indicates that ball and disc milling pre-disrupt crystalline structures, thereby reducing the thermal energy required for complete starch gelatinisation.
These thermal modifications align with findings by Contreras-Jiménez et al. [107], who reported similar onset temperatures for quinoa flour. As noted by Sharma et al. [122], fine grinding reduces peak gelatinisation temperatures, facilitating processing at lower temperatures and suggesting potential for products requiring minimal thermal impact [111,113]. The enhanced thermal responsiveness of mechanically processed quinoa flour enables energy-efficient processing whilst preserving heat-sensitive bioactive compounds, making these flours particularly suitable for gluten-free applications and low-glycaemic formulations. Compared with other studies, the decreased gelatinisation enthalpy in varieties of quinoa species is related to their varied particle size distribution and starch composition, including the amount of bran fraction [123].
4. Conclusions
This investigation has elucidated the influence of mechanical milling processes on the technological properties of white quinoa flour, establishing structure-function relationships that advance both fundamental understanding and industrial applications. The comparison of knife, disc, and ball milling techniques revealed that the milling strategy represents a determinant in optimising quinoa flour functionality for diverse food applications. Ball milling emerged as the most efficacious processing method, generating the finest particle size distribution (98% <250 μm, with nanoscale fractions ranging 122–295 nm) whilst demonstrating superior control over ultra-fine particle formation compared to disc milling. This particle size reduction corresponded with significant modifications in crystalline structure, evidenced by reduced starch crystallinity (17.7% versus 18.8% for knife-milled samples) and decreases in gelatinisation enthalpy (approximately 32% reduction from 1791 J/g to 1221 J/g). These structural alterations translated directly into enhanced functional properties, including improved water absorption capacity, increased solubility, and digestibility characteristics crucial for gluten-free formulations and low-glycaemic index products. The application of mathematical modelling demonstrated the superior predictive capability of the Rosin-Rammler-Bennett model (R2 >0.96) over the Gates-Gaudin-Schuhmann model, providing a robust framework for process optimisation and quality control in industrial settings. The uniformity parameter (IRRB = 2.890) obtained for ball-milled flour confirmed the most homogeneous particle distribution, supporting consistent processing behaviour and product quality. Scanning electron microscopy analyses revealed progressive structural degradation from knife to ball milling, with extensive particle fragmentation and increased surface area facilitating enhanced bioactive compound accessibility and improved digestibility. The thermal analysis outcomes possess implications for industrial processing efficiency, as the reduced gelatinisation temperature range (20.39°C for ball-milled versus 29.16°C for knife-milled flour) enables energy-efficient processing whilst preserving heat-sensitive bioactive compounds. The findings support the development of customised quinoa flour ingredients tailored to specific applications.
Author Contributions
E.S.M.: investigation, methodology, writing - original draft. J.I.G.P.: software, validation, visualisation, writing - review & editing. M.B.M.: software, validation, visualisation, writing - review & editing. R.H.: software, visualisation. A.F.da.S.: investigation, methodology. E.S.S: formal analysis, investigation. T.A.S.G.: visualisation, writing - review & editing. H.B.da.S.J.: writing - review & editing. R.P.d.G.: conceptualisation, formal analysis, investigation, methodology, software, supervision, writing - original draft. All authors have read and agreed to the published version of the manuscript.
Funding
This research received no external funding.
Data Availability Statement
Data will be provided upon request.
Acknowledgments
The authors wish to express their gratitude to the Federal University of Campina Grande for providing laboratory facilities and technical support, as well as to the National Technological University, Mendoza Regional Faculty in Argentina, for their collaboration. We also extend our appreciation to CONICET (National Scientific and Technical Research Council, Argentina). Furthermore, Figures 1 to 6 were created using a licensed version of BioRender.com, as specified in the figure legends.
Conflicts of Interest
The authors declare no conflicts of interest.
Abbreviations
The following abbreviations are used in this manuscript:
| MDPI | Multidisciplinary Digital Publishing Institute |
| DOAJ | Directory of open access journals |
| TLA | Three letter acronym |
| LD | Linear dichroism |
References
- Schmidt, D.; Mendes, M.T.; Borges, R.; De Souza Gallo, A.; Forti, V.A.; Verruma-Bernardi, M.R. Purchase and Consumption Habits for Quinoa and Amaranth in Brazil. Food Science and Technology 2024, 44, 2024. [Google Scholar] [CrossRef]
- Ren, G.; Teng, C.; Fan, X.; Guo, S.; Zhao, G.; Zhang, L.; Liang, Z.; Qin, P. Nutrient Composition, Functional Activity and Industrial Applications of Quinoa (Chenopodium Quinoa Willd.). Food Chem 2023, 410. [Google Scholar] [CrossRef] [PubMed]
- Pathan, S.; Siddiqui, R.A. Nutritional Composition and Bioactive Components in Quinoa (Chenopodium Quinoa Willd.) Greens: A Review. Nutrients 2022, 14.
- Stikic, R.; Glamoclija, D.; Demin, M.; Vucelic-Radovic, B.; Jovanovic, Z.; Milojkovic-Opsenica, D.; Jacobsen, S.E.; Milovanovic, M. Agronomical and Nutritional Evaluation of Quinoa Seeds (Chenopodium Quinoa Willd.) as an Ingredient in Bread Formulations. J Cereal Sci 2012, 55, 132–138. [Google Scholar] [CrossRef]
- Dehghanian, Z.; Ahmadabadi, M.; Asgari Lajayer, B.; Gougerdchi, V.; Hamedpour-Darabi, M.; Bagheri, N.; Sharma, R.; Vetukuri, R.R.; Astatkie, T.; Dell, B. Quinoa: A Promising Crop for Resolving the Bottleneck of Cultivation in Soils Affected by Multiple Environmental Abiotic Stresses. Plants 2024, Vol. 13, Page 2117 2024, 13, 2117. [Google Scholar] [CrossRef]
- Chauhan, G.S.; Zillman, R.R.; Eskin, N.A.M. Dough Mixing and Breadmaking Properties of Quinoa-Wheat Flour Blends. Int J Food Sci Technol 1992, 27, 701–705. [Google Scholar] [CrossRef]
- Manzanilla-Valdez, M.L.; Boesch, C.; Orfila, C.; Montaño, S.; Hernández-Álvarez, A.J. Unveiling the Nutritional Spectrum: A Comprehensive Analysis of Protein Quality and Antinutritional Factors in Three Varieties of Quinoa (Chenopodium Quinoa Wild). Food Chem X 2024, 24, 101814. [Google Scholar] [CrossRef]
- Mu, J.; Qi, Y.; Gong, K.; Chen, zhizhou; Brennan, M. A.; Ma, Q.; Wang, J.; Brennan, C.S. Effects of Quinoa Flour (Chenopodium Quinoa Willd) Substitution on Wheat Flour Characteristics. Curr Res Food Sci 2023, 7, 100556. [Google Scholar] [CrossRef]
- Ghumman, A.; Mudgal, S.; Singh, N.; Ranjan, B.; Kaur, A.; Rana, J.C. Physicochemical, Functional and Structural Characteristics of Grains, Flour and Protein Isolates of Indian Quinoa Lines. Food Research International 2021, 140, 109982. [Google Scholar] [CrossRef]
- Tanwar, B.; Goyal, A.; Irshaan, S.; Kumar, V.; Sihag, M.K.; Patel, A.; Kaur, I. Quinoa. Whole Grains and their Bioactives: Composition and Health. [CrossRef]
- Afzal, I.; Haq, M.Z.U.; Ahmed, S.; Hirich, A.; Bazile, D. Challenges and Perspectives for Integrating Quinoa into the Agri-Food System. Plants 2023, 12. [Google Scholar] [CrossRef] [PubMed]
- Gautheron, O.; Nyhan, L.; Ressa, A.; Torreiro, M.G.; Tlais, A.Z.A.; Cappello, C.; Gobbetti, M.; Hammer, A.K.; Zannini, E.; Arendt, E.K.; et al. Solid-State Fermentation of Quinoa Flour: An In-Depth Analysis of Ingredient Characteristics. Fermentation 2024, Vol. 10, Page 360 2024, 10, 360. [Google Scholar] [CrossRef]
- Guo, Z.; Deng, X.; Ping, C.; Li, X.; Li, D.; Wu, X.; Xiao, X.; Kong, R. Quinoa: Nutritional and Phytochemical Value, Beneficial Effects, and Future Applications. Applied Food Research 2025, 5, 100766. [Google Scholar] [CrossRef]
- ANVISA Resolução No 91. Agência Nacional de Vigilância Sanitária (ANVISA). Ministério da Saúde 2008.
- Repo-Carrasco-Valencia, R.; Tomos, M.C. Native Crops in Latin America Biochemical, Processing, and Nutraceutical Aspects. Native Crops in Latin America: Biochemical, Processing, and Nutraceutical Aspects 2022, 1–382. [CrossRef]
- Rao, M.A.; Rizvi, S.S.H.; Datta, A.K. Engineering Properties of Foods: Third Edition. Engineering Properties of Foods: Third Edition 2014, 1–739. [CrossRef]
- Barbosa-Cánovas, G. V.; Ortega-Rivas, E.; Juliano, P.; Yan, H. Food Powders - Physical Properties, Processing, and Functionality; Springer Nature US, 2005;
- Scholz, M.B.S.; Bordignon, J.R.; Miranda, M.Z. de; Silva, V.C. da; Tatsch, P.O. Granulometria e Amido Danificado de Farinhas de Trigo Obtidas Em Diferentes Moinhos Experimentais. Available online: https://www.alice.cnptia.embrapa.br/alice/handle/doc/1020729 (accessed on 25 July 2025).
- Coțovanu, I.; Batariuc, A.; Mironeasa, S. Characterization of Quinoa Seeds Milling Fractions and Their Effect on the Rheological Properties of Wheat Flour Dough. Applied Sciences (Switzerland) 2020, 10, 1–21. [Google Scholar] [CrossRef]
- Ahmed, J.; Thomas, L.; Arfat, Y.A. Functional, Rheological, Microstructural and Antioxidant Properties of Quinoa Flour in Dispersions as Influenced by Particle Size. Food Research International 2019, 116, 302–311. [Google Scholar] [CrossRef]
- Burbano, J.J.; Di Pierro, J.P.; Camacho, C.; Vidaurre-Ruiz, J.; Repo-Carrasco-Valencia, R.; Iglesias, F.A.; Sánchez, M.; Ospina, Y.A.M.; Igartúa, D.E.; Correa, M.J.; et al. Extruded Quinoa Flour Applied for the Development of Gluten-Free Breads: A Technological, Sensory and Microstructural Approach. Plant Foods for Human Nutrition 2025, 80. [Google Scholar] [CrossRef]
- Ni, D.; Gao, F.; Cao, H.; Song, H.; Huang, K.; Zhang, Y.; Wang, X.; Tan, Z.; Lu, J.; Guan, X.; et al. Moderate Milling Improved Storage Stability of Quinoa Based on the Evaluation of Lipid Oxidation and Physicochemical Characteristics. J Food Sci 2025, 90. [Google Scholar] [CrossRef]
- Saroja, P.E.; Muthugounder, P.; Shanmugam, S.; Dhairiyasamy, R. Enhancing Flour Quality and Milling Efficiency: Experimental Study on Bullet Plate Type Flour Grinding Machine. Matéria (Rio de Janeiro) 2024, 29, e20240331. [Google Scholar] [CrossRef]
- Wang, C.; Cao, H.; Wang, P.; Dai, Z.; Guan, X.; Huang, K.; Zhang, Y.; Song, H. Changes of Components and Organizational Structure Induced by Different Milling Degrees on the Physicochemical Properties and Cooking Characteristics of Quinoa. Food Structure 2023, 36, 100316. [Google Scholar] [CrossRef]
- Casalvara, R.F.A.; Ferreira, B.M.R.; Gonçalves, J.E.; Yamaguchi, N.U.; Bracht, A.; Bracht, L.; Comar, J.F.; de Sá-Nakanishi, A.B.; de Souza, C.G.M.; Castoldi, R.; et al. Biotechnological, Nutritional, and Therapeutic Applications of Quinoa (Chenopodium Quinoa Willd.) and Its By-Products: A Review of the Past Five-Year Findings. Nutrients 2024, 16, 840. [Google Scholar] [CrossRef]
- Deshpande, R.H.; Kumar, A.; Katare, M.; Sakhare, S.D.; Inamdar, A.A. Effect of Grinding Techniques and Supplementation of Quinoa on the Carbohydrate Profile of Tortillas. J Food Sci Technol 2022, 59, 3600–3608. [Google Scholar] [CrossRef]
- Abugoch James, L.E. Quinoa (Chenopodium Quinoa Willd.): Composition, Chemistry, Nutritional, and Functional Properties. Adv Food Nutr Res 2009, 58, 1–31. [Google Scholar] [CrossRef]
- Almeida, R.L.J.; Santos, N.C.; Pereira, T. dos S.; Silva, V.M. de alcântara; Silva, L.N.; Santiago, Â.M.; Moreira, F.I.N.; Silva, L.R.I. da; Borges, E.M.E.S.; Queiroga, A.P.R. de Análise Morfológica Em Flocos de Arroz. Research, Society and Development 2020, 9. [Google Scholar] [CrossRef]
- Camalan, M. Investigating the Effects of Random Sieving Losses on Particle Size Distributions. Particulate Science and Technology 2021, 39. [Google Scholar] [CrossRef]
- Camalan, M. Simulating Probabilistic Sampling on Particle Populations to Assess the Threshold Sample Sizes for Particle Size Distributions. Particulate Science and Technology 2020. [Google Scholar] [CrossRef]
- Camalan, M. Estimating the Number-Weighted Equivalents of the Mass-Weighted Size Distribution Functions. Powder Technol 2020, 369. [Google Scholar] [CrossRef]
- Colorado-Arango, L.; Menéndez-Aguado, J.M.; Osorio-Correa, A. Particle Size Distribution Models for Metallurgical Coke Grinding Products. Metals (Basel) 2021, 11. [Google Scholar] [CrossRef]
- Miao, Y.; Zhang, Y.; Wu, D.; Li, K.; Yan, X.; Lin, J. Rock Fragmentation Size Distribution Prediction and Blasting Parameter Optimization Based on the Muck-Pile Model. Min Metall Explor 2021, 38. [Google Scholar] [CrossRef]
- Instituto Adolfo Lutz Métodos Físicos-Quimicos Para Análise de Alimentos; 2008;
- de Gusmão, R.P.; Cavalcanti-Mata, M.E.R.M.; Duarte, M.E.M.; Gusmão, T.A.S. Particle Size, Morphological, Rheological, Physicochemical Characterization and Designation of Minerals in Mesquite Flour (Proposis Julifrora). J Cereal Sci 2016, 69, 119–124. [Google Scholar] [CrossRef]
- Elmisaoui, S.; Latifi, A.M.; Khamar, L. Analysis of the Dissolution of Phosphate Ore Particles in Phosphoric Acid: Influence of Particle Size Distribution. Hydrometallurgy 2024, 223. [Google Scholar] [CrossRef]
- Stoyan, D.; Zhang, Z.X. A Stochastic Model Leading to Various Particle Mass Distributions Including the RRSB Distribution. Granul Matter 2023, 25. [Google Scholar] [CrossRef]
- He, T.; Xu, Z.; Li, Z.; Zhao, X.; Zhao, S.; Liu, Y. Study on the Relationship between the Particle Size Distribution Characteristics of Ground Granulated Blast Furnace Slag and Its Mortar Properties. Front Mater 2022, 9. [Google Scholar] [CrossRef]
- He, T.; Li, Z.; Zhao, S.; Zhao, X.; Qu, X. Study on the Particle Morphology, Powder Characteristics and Hydration Activity of Blast Furnace Slag Prepared by Different Grinding Methods. Constr Build Mater 2021, 270. [Google Scholar] [CrossRef]
- Petrakis, E.; Komnitsas, K. Modeling of Bauxite Ore Wet Milling for the Improvement of Process and Energy Efficiency. Circular Economy and Sustainability 2022, 2. [Google Scholar] [CrossRef]
- Atrous, H.; Benbettaieb, N.; Chouaibi, M.; Attia, H.; Ghorbel, D. Changes in Wheat and Potato Starches Induced by Gamma Irradiation: A Comparative Macro and Microscopic Study. Int J Food Prop 2017, 20, 1532–1546. [Google Scholar] [CrossRef]
- Won, C.; Jin, Y. ik; Kim, M.; Lee, Y.; Chang, Y.H. Structural and Rheological Properties of Potato Starch Affected by Degree of Substitution by Octenyl Succinic Anhydride. Int J Food Prop 2017, 20, 3076–3089. [Google Scholar] [CrossRef]
- De Bock, P.; Cnops, G.; Muylle, H.; Quataert, P.; Eeckhout, M.; Van Bockstaele, F. Physicochemical Characterization of Thirteen Quinoa (Chenopodium Quinoa Willd.) Varieties Grown in North-West Europe—Part II. Plants 2022, 11, 265. [Google Scholar] [CrossRef]
- Nowak, V.; Du, J.; Charrondière, U.R. Assessment of the Nutritional Composition of Quinoa (Chenopodium Quinoa Willd.). Food Chem 2016, 193, 47–54. [Google Scholar] [CrossRef]
- Bhargava, A.; Shukla, S.; Ohri, D. Chenopodium Quinoa—An Indian Perspective. Ind Crops Prod 2006, 23, 73–87. [Google Scholar] [CrossRef]
- Saffeir, J.B. Eating Some Invasive Species Could Help to Mitigate the Impacts of Climate Change-Related Invasions, and May Increase Future Food Security. Independent Study Project (ISP) Collection. School for International Training, 2019. [Google Scholar]
- Ma, Q.; Wang, X.; Zou, X.; Zhang, X.; Zou, L.; Hu, X. Preparation of Multi-Grain Flour with High Content of Resistant Starch and the Mechanism Underlying the Improved Digestion Resistance. Starch/Staerke 2024, 76, 2300301. [Google Scholar] [CrossRef]
- Gu, Y.; Zhang, X.; Song, S.; Wang, Y.; Sun, B.; Wang, X.; Ma, S. Structural Modification of Starch and Protein: From the Perspective of Gelatinization Degree of Oat Flour. Int J Biol Macromol 2024, 260, 129406. [Google Scholar] [CrossRef] [PubMed]
- Ortiz-Gómez, V.; Nieto-Calvache, J.E.; Roa-Acosta, D.F.; Solanilla-Duque, J.F.; Bravo-Gómez, J.E. Preliminary Characterization of Structural and Rheological Behavior of the Quinoa Hyperprotein-Defatted Flour. Front Sustain Food Syst 2022, 6, 852332. [Google Scholar] [CrossRef]
- Ba, Y.B.; Li, R.; Zhang, J.Y.; Zou, L.; Wu, D.T.; Hu, Y.C. Evaluation of Lipidomics Profile of Quinoa Flour and Changes during Storage Based on Ultra Performance Liquid Chromatography Coupled with Quadrupole Exactive Orbitrap Mass Spectrometry. Foods 2023, 12, 4434. [Google Scholar] [CrossRef] [PubMed]
- Torres, O.L.; Lema, M.; Galeano, Y. V. Effect of Using Quinoa Flour (Chenopodium Quinoa Willd.) on the Physicochemical Characteristics of an Extruded Pasta. Int J Food Sci 2021, 2021, 8813354. [Google Scholar] [CrossRef]
- Covarrubias, N.; Sandoval, S.; Vera, J.; Núñez, C.; Alfaro, C.; Lutz, M.; Covarrubias, N.; Sandoval, S.; Vera, J.; Núñez, C.; et al. Contenido de Humedad, Proteínas y Minerales En Diez Variedades de Quínoa Chilena Cultivadas En Distintas Zonas Geográficas. Revista chilena de nutrición 2020, 47, 730–737. [Google Scholar] [CrossRef]
- Laqui-Vilca, C.; Limaylla Guerrero, K.M.; Laqui, W. Características Del Grano y Almidón Obtenido de Ecotipos de Quinua (Chenopodium Quinoa Willd.) de Color Producido En El Altiplano Peruano. 2022. [CrossRef]
- Núñez-Santiago, M.C.; Bello-Pérez, L.A.; Tecante, A. Swelling-Solubility Characteristics, Granule Size Distribution and Rheological Behavior of Banana (Musa Paradisiaca) Starch. Carbohydr Polym 2004, 56, 65–75. [Google Scholar] [CrossRef]
- Ahmed, J.; Alazemi, A.; Ponnumani, P.; B. , B.T.; Soliman, M.; Emmanuval, L.; Thomas, N.M. Transformation of Quinoa Seeds to Nanoscale Flour by Ball Milling: Influence of Ball Diameter and Milling Time on the Particle Sizing, Microstructure, and Rheology. J Food Eng 2024, 379, 112127. [Google Scholar] [CrossRef]
- Ma, Y.; Wu, D.; Guo, L.; Yao, Y.; Yao, X.; Wang, Z.; Wu, K.; Cao, X.; Gao, X. Effects of Quinoa Flour on Wheat Dough Quality, Baking Quality, and in Vitro Starch Digestibility of the Crispy Biscuits. Front Nutr 2022, 9, 846808. [Google Scholar] [CrossRef]
- Mu, H.; Xue, S.; Sun, Q.; Shi, J.; Zhang, D.; Wang, D.; Wei, J. Research Progress of Quinoa Seeds (Chenopodium Quinoa Wild.): Nutritional Components, Technological Treatment, and Application. Foods 2023, 12.
- Vilcacundo, R.; Hernández-Ledesma, B. Nutritional and Biological Value of Quinoa (Chenopodium Quinoa Willd.). Curr Opin Food Sci 2017, 14, 1–6. [Google Scholar] [CrossRef]
- Angeli, V.; Silva, P.M.; Massuela, D.C.; Khan, M.W.; Hamar, A.; Khajehei, F.; Graeff-Hönninger, S.; Piatti, C. Quinoa (Chenopodium Quinoa Willd.): An Overview of the Potentials of the “Golden Grain” and Socio-Economic and Environmental Aspects of Its Cultivation and Marketization. Foods 2020, Vol. 9, Page 216 2020, 9, 216. [Google Scholar] [CrossRef]
- Cervilla, N.S.; Mufari, J.R.; Calandri, E.L.; Guzman, C.A. Determinación Del Contenido de Aminoácidos En Harina de Quinoa de Origen Argentino. Evaluación de Su Calidad Proteica. 2023.
- Craine, E.B.; Murphy, K.M. Seed Composition and Amino Acid Profiles for Quinoa Grown in Washington State. Front Nutr 2020, 7, 545066. [Google Scholar] [CrossRef]
- Campos-Rodriguez, J.; Acosta-Coral, K.; Paucar-Menacho, L.M.; Campos-Rodriguez, J.; Acosta-Coral, K.; Paucar-Menacho, L.M. Quinua (Chenopodium Quinoa): Composición Nutricional y Componentes Bioactivos Del Grano y La Hoja, e Impacto Del Tratamiento Térmico y de La Germinación. Scientia Agropecuaria 2022, 13, 209–220. [Google Scholar] [CrossRef]
- Navruz-Varli, S.; Sanlier, N. Nutritional and Health Benefits of Quinoa (Chenopodium Quinoa Willd.). J Cereal Sci 2016, 69, 371–376. [Google Scholar] [CrossRef]
- Filho, A.M.M.; Pirozi, M.R.; Borges, J.T.D.S.; Pinheiro Sant’Ana, H.M.; Chaves, J.B.P.; Coimbra, J.S.D.R. Quinoa: Nutritional, Functional, and Antinutritional Aspects. Crit Rev Food Sci Nutr 2017, 57, 1618–1630. [Google Scholar] [CrossRef]
- Wang, S.; Wang, M.; Zhou, Y.; Yang, R.; Chen, H.; Wu, J.; Xu, J.; Tu, K.; Shi, J.; Sun, X. Basic Nutrients and UPLC- ZenoTOF-MS/MS Based Lipomics Analysis of Chenopodium Quinoa Willd. Varieties. Food Production, Processing and Nutrition 2024, 6, 1–11. [Google Scholar] [CrossRef]
- Özer, C.O.; Seçen, S.M. Effects of Quinoa Flour on Lipid and Protein Oxidation in Raw and Cooked Beef Burger during Long Term Frozen Storage. Food Science and Technology 2018, 38, 221–227. [Google Scholar] [CrossRef]
- Ajbli, N.; Zine-eddine, Y.; Laaraj, S.; Ait El Alia, O.; Elfazazi, K.; Bouhrim, M.; Herqash, R.N.; Shahat, A.A.; Benbati, M.; Kzaiber, F.; et al. Effect of Quinoa Flour on Fermentation, Physicochemical and Sensory Properties of Goat Milk Yogurt. Front Sustain Food Syst 2025, 9. [Google Scholar] [CrossRef]
- Mufari, J.R.; Miranda-Villa, P.P.; Calandri, E.L. Quinoa Germ and Starch Separation by Wet Milling, Performance and Characterization of the Fractions. LWT 2018, 96, 527–534. [Google Scholar] [CrossRef]
- Lu, S.; Li, J.; Ji, J.; Wen, Y.; Li, H.; Wang, J.; Sun, B. Endogenous Protein and Lipid Facilitate the Digestion Process of Starch in Cooked Quinoa Flours. Food Hydrocoll 2023, 134, 108099. [Google Scholar] [CrossRef]
- Zhang, J.; Liu, Y.; Wang, P.; Zhao, Y.; Zhu, Y.; Xiao, X. The Effect of Protein–Starch Interaction on the Structure and Properties of Starch, and Its Application in Flour Products. Foods 2025, Vol. 14, Page 778 2025, 14, 778. [Google Scholar] [CrossRef]
- Jebalia, I.; Maigret, J.E.; Réguerre, A.L.; Novales, B.; Guessasma, S.; Lourdin, D.; Della Valle, G.; Kristiawan, M. Morphology and Mechanical Behaviour of Pea-Based Starch-Protein Composites Obtained by Extrusion. Carbohydr Polym 2019, 223, 115086. [Google Scholar] [CrossRef]
- Jerkovic, A.; Kriegel, A.M.; Bradner, J.R.; Atwell, B.J.; Roberts, T.H.; Willows, R.D. Strategic Distribution of Protective Proteins within Bran Layers of Wheat Protects the Nutrient-Rich Endosperm. Plant Physiol 2010, 152, 1459–1470. [Google Scholar] [CrossRef]
- Pelgrom, P.J.M.; Boom, R.M.; Schutyser, M.A.I. Method Development to Increase Protein Enrichment During Dry Fractionation of Starch-Rich Legumes. Food Bioproc Tech 2015, 8, 1495–1502. [Google Scholar] [CrossRef]
- Simsek, S.; Baasandorj, T.; Dykes, L.; Ohm, J.B. Study of Hard Red Spring Wheat Millstreams on the Correlation between Protein Molecular Weight Parameters and Bread-Making Quality. Cereal Chem 2023, 100, 1357–1368. [Google Scholar] [CrossRef]
- Lamothe, L.M.; Srichuwong, S.; Reuhs, B.L.; Hamaker, B.R. Quinoa (Chenopodium Quinoa W.) and Amaranth (Amaranthus Caudatus L.) Provide Dietary Fibres High in Pectic Substances and Xyloglucans. Food Chem 2015, 167, 490–496. [Google Scholar] [CrossRef] [PubMed]
- Bravi, E.; Sileoni, V.; Marconi, O. Quinoa (Chenopodium Quinoa Willd.) as Functional Ingredient for the Formulation of Gluten-Free Shortbreads. Foods 2024, 13, 377. [Google Scholar] [CrossRef]
- Alsuhaibani, A.M.; Alkuraieef, A.N.; Aljobair, M.O.; Alshawi, A.H. Technological, Sensory, and Hypoglycemic Effects of Quinoa Flour Incorporation into Biscuits. J Food Qual 2022, 2022, 6484953. [Google Scholar] [CrossRef]
- Haros, C.M.; Reguera, M.; Sammán, N.; Paredes-López, O. Latin-American Seeds: Agronomic, Processing and Health Aspects. Latin-American Seeds: Agronomic, Processing and Health Aspects. [CrossRef]
- Elbendari, A.M.; Ibrahim, S.S. Optimizing Key Parameters for Grinding Energy Efficiency and Modeling of Particle Size Distribution in a Stirred Ball Mill. Sci Rep 2025, 15, 1–18. [Google Scholar] [CrossRef]
- Jiang, L.; Liu, P.; Zhang, Y.; Yang, X.; Wang, H.; Gui, X. Design Boundary Layer Structure for Improving the Particle Separation Performance of a Hydrocyclone. Powder Technol 2019, 350, 1–14. [Google Scholar] [CrossRef]
- Fernando, S.; Manthey, F.A. Effect of Different Mills on the Physical and Flow Properties of Selected Black Bean Flour Particle Size Fractions. Cereal Chem 2022, 99, 751–761. [Google Scholar] [CrossRef]
- AmanNejad, M.; Barani, K. Effects of Ball Size Distribution and Mill Speed and Their Interactions on Ball Milling Using DEM. Mineral Processing and Extractive Metallurgy Review 2021, 1–6. [Google Scholar] [CrossRef]
- Lu, X.; Huang, Q.; Xiao, J.; Wang, Y. Milled Miscellaneous Black Rice Particles Stabilized Pickering Emulsions with Enhanced Antioxidation Activity. Food Chem 2022, 385, 132639. [Google Scholar] [CrossRef]
- Kruszelnicka, W.; Opielak, M.; Ambrose, K.; Pukalskas, S.; Tomporowski, A.; Walichnowska, P. Energy-Dependent Particle Size Distribution Models for Multi-Disc Mill. Materials 2022, 15, 6067. [Google Scholar] [CrossRef]
- Barretto, R.; Buenavista, R.M.; Pandiselvam, R.; Siliveru, K. Influence of Milling Methods on the Flow Properties of Ivory Teff Flour. J Texture Stud 2022, 53, 820–833. [Google Scholar] [CrossRef] [PubMed]
- Jeulin, M.; Cahuc, O.; Darnis, P.; Laheurte, R. A 6-Components Mechanistic Model of Cutting Forces and Moments in Milling. Forces in Mechanics 2022, 9, 100130. [Google Scholar] [CrossRef]
- Mete, E.; Haszard, J.; Perry, T.; Oey, I.; Mann, J.; Morenga, L. Te Effect of Wholegrain Flour Particle Size in Bread on Glycaemic and Insulinaemic Response among People with Risk Factors for Type 2 Diabetes: A Randomised Crossover Trial. Nutrients 2021, 13, 2579. [Google Scholar] [CrossRef]
- Ballester-Sánchez, J.; Gil, J. V.; Fernández-Espinar, M.T.; Haros, C.M. Quinoa Wet-Milling: Effect of Steeping Conditions on Starch Recovery and Quality. Food Hydrocoll 2019, 89, 837–843. [Google Scholar] [CrossRef]
- Ribera-Castelló, A.; Haros, C.M. Obtaining Quinoa Germ via Wet Milling and Extracting Its Oil via Cold Pressing. Biology and Life Sciences Forum 2023, Vol. 25, Page 3 2023, 25, 3. [Google Scholar] [CrossRef]
- Ray, A.; Muhammed Muneer, B.M.; Sakhare, S.D. Analysis of Quinoa Roller Millstreams: Physical, Chemical, and Functional Properties. J Cereal Sci 2024, 117, 103890. [Google Scholar] [CrossRef]
- Chen, Y.; Han, X.; Chen, D.-L.; Ren, Y.-P.; Yang, S.-Y.; Huang, Y.-X.; Yang, J.; Zhang, L. Dry Ball-Milled Quinoa Starch as a Pickering Emulsifier: Preparation, Microstructures, Hydrophobic Properties and Emulsifying Properties. Foods 2024, 13, 431. [Google Scholar] [CrossRef]
- Aweya, J.J.; Sharma, D.; Bajwa, R.K.; Earnest, B.; Krache, H.; Moghadasian, M.H. Ancient Grains as Functional Foods: Integrating Traditional Knowledge with Contemporary Nutritional Science. Foods 2025, Vol. 14, Page 2529 2025, 14, 2529. [Google Scholar] [CrossRef]
- Kumar Pathak, M.; Patel, T. Quinoa: A History of Ancient Grains and Modern Diets. Agriculture & Food: E-Newsletter, 2023. [Google Scholar]
- Wang, Q.; Li, L.; Zheng, X. A Review of Milling Damaged Starch: Generation, Measurement, Functionality and Its Effect on Starch-Based Food Systems. Food Chem 2020, 315. [Google Scholar] [CrossRef]
- Sánchez, Y.G.; Loubes, M.A.; González, L.C.; Tolaba, M.P. Energy-Size Relationship and Starch Modification in Planetary Ball Milling of Quinoa. J Cereal Sci 2024, 119, 104004. [Google Scholar] [CrossRef]
- Tang, B.; Cheng, B.; Song, X.; Ji, H.; Li, Y.; Wang, Z. Experimental Study on the Influence of Rotational Speed on Grinding Efficiency for the Vertical Stirred Mill. Minerals 2024, Vol. 14, Page 1208 2024, 14, 1208. [Google Scholar] [CrossRef]
- Guo, W.; Gao, P.; Tang, Z.; Han, Y.; Meng, X. Effect of Grinding Media Properties and Stirrer Tip Speed on the Grinding Efficiency of a Stirred Mill. Powder Technol 2021, 382, 556–565. [Google Scholar] [CrossRef]
- Madhumathi, R.; Prashanth, K.V.H.; Inamdar, A.A. Fractionation of Roller-Milled Quinoa: Evaluation of Functional and Nutritional Properties of Different Fractions. Journal of Food Measurement and Characterization 2025, 19, 4191–4202. [Google Scholar] [CrossRef]
- Zhao, F.; Jing, L.; Wang, D.; Bao, F.; Lu, W.; Wang, G. Grain and Starch Granule Morphology in Superior and Inferior Kernels of Maize in Response to Nitrogen. Sci Rep 2018, 8, 1–11. [Google Scholar] [CrossRef] [PubMed]
- Salvador-Reyes, R.; Rebellato, A.P.; Lima Pallone, J.A.; Ferrari, R.A.; Clerici, M.T.P.S. Kernel Characterization and Starch Morphology in Five Varieties of Peruvian Andean Maize. Food Research International 2021, 140, 110044. [Google Scholar] [CrossRef]
- Xu, Y. The Fractal Evolution of Particle Fragmentation under Different Fracture Energy. Powder Technol 2018, 323, 337–345. [Google Scholar] [CrossRef]
- Alina Marc, R.; Valero Díaz, A.; Posada Izquierdo, G.D. Food Processing. IntechOpen 2020. [Google Scholar] [CrossRef]
- Tian, X.; Wang, X.; Ma, S.; Sun, B.; Li, L.; Wang, Z. Study of the Ball Milling Condition Effect on Physicochemical and Structural Characteristics of Wheat Flour. J Food Process Preserv 2022, 46, e16203. [Google Scholar] [CrossRef]
- Huang, Y.; Pu, D.; Hao, Z.; Yang, X.; Zhang, Y. The Effect of Prickly Ash (Zanthoxylum Bungeanum Maxim) on the Taste Perception of Stewed Sheep Tail Fat by Lc-Qtof-Ms/Ms and a Chemometrics Analysis. Foods 2021, 10, 2709. [Google Scholar] [CrossRef]
- Chai, Y.; Zhong, W.; Yang, C.; Klahn, E.; Grosshans, H. Modeling the Agglomeration of Electrostatically Charged Particles. J Phys Conf Ser 2019, 1322, 012026. [Google Scholar] [CrossRef]
- FAO/WHO Platform of Information on Quinoa. Available online: https://www.fao.org/in-action/quinoa-platform/en/ (accessed on 27 July 2025).
- Contreras-Jiménez, B.; Torres-Vargas, O.L.; Rodríguez-García, M.E. Physicochemical Characterization of Quinoa (Chenopodium Quinoa) Flour and Isolated Starch. Food Chem 2019, 298. [Google Scholar] [CrossRef]
- Bangar, S.P.; Singh, A.; Ashogbon, A.O.; Bobade, H. Ball-Milling: A Sustainable and Green Approach for Starch Modification. Int J Biol Macromol 2023, 237. [Google Scholar] [CrossRef] [PubMed]
- González-Pérez, J.E.; Romo-Hernández, A.; Ramírez-Corona, N.; López-Malo, A. Modeling Mass Transfer during Osmodehydration of Apple Cubes with Sucrose or Apple Juice Concentrate Solutions: Equilibrium Estimation, Diffusion Model, and State Observer-Based Approach. J Food Process Eng 2022, 45, e14125. [Google Scholar] [CrossRef]
- Junejo, S.A.; Wang, J.; Liu, Y.; Jia, R.; Zhou, Y.; Li, S. Multi-Scale Structures and Functional Properties of Quinoa Starch Extracted by Alkali, Wet-Milling, and Enzymatic Methods. Foods 2022, Vol. 11, Page 2625 2022, 11, 2625. [Google Scholar] [CrossRef] [PubMed]
- Sharma, S.; Kataria, A.; Singh, B. Effect of Thermal Processing on the Bioactive Compounds, Antioxidative, Antinutritional and Functional Characteristics of Quinoa (Chenopodium Quinoa). LWT 2022, 160. [Google Scholar] [CrossRef]
- Nogueira-de-Almeida, C.A.; Ribas Filho, D. Positioning on the Use of Polyols as Table Sweeteners. International Journal of Nutrology 2021, 14. [Google Scholar] [CrossRef]
- Sharma, A.; Kashyap, S.; Singh, S. Exploring the Advances in Quinoa Processing: A Comprehensive Review Enhancing Nutritional Quality and Health Benefits along with Industrial Feasibility of Quinoa. Food Research International 2025, 206, 116093. [Google Scholar] [CrossRef]
- Pereira, E.; Encina-Zelada, C.; Barros, L.; Gonzales-Barron, U.; Cadavez, V.; C. F.R. Ferreira, I. Chemical and Nutritional Characterization of Chenopodium Quinoa Willd (Quinoa) Grains: A Good Alternative to Nutritious Food. Food Chem 2019, 280, 110–114. [Google Scholar] [CrossRef]
- Romano, N.; Ureta, M.M.; Guerrero-Sánchez, M.; Gómez-Zavaglia, A. Nutritional and Technological Properties of a Quinoa (Chenopodium Quinoa Willd.) Spray-Dried Powdered Extract. Food Research International 2020, 129, 108884. [Google Scholar] [CrossRef]
- Jiang, F.; Du, C.; Guo, Y.; Fu, J.; Jiang, W.; Du, S. kui Physicochemical and Structural Properties of Starches Isolated from Quinoa Varieties. Food Hydrocoll 2020, 101, 105515. [Google Scholar] [CrossRef]
- Londoño-Restrepo, S.M.; Rincón-Londoño, N.; Contreras-Padilla, M.; Millan-Malo, B.M.; Rodriguez-Garcia, M.E. Morphological, Structural, Thermal, Compositional, Vibrational, and Pasting Characterization of White, Yellow, and Purple Arracacha Lego-like Starches and Flours (Arracacia Xanthorrhiza). Int J Biol Macromol 2018, 113, 1188–1197. [Google Scholar] [CrossRef]
- Salman, H.; Blazek, J.; Lopez-Rubio, A.; Gilbert, E.P.; Hanley, T.; Copeland, L. Structure–Function Relationships in A and B Granules from Wheat Starches of Similar Amylose Content. Carbohydr Polym 2009, 75, 420–427. [Google Scholar] [CrossRef]
- Ma, J.; Hu, J.; Sha, X.; Meng, D.; Yang, R. Phycobiliproteins, the Pigment-Protein Complex Form of Natural Food Colorants and Bioactive Ingredients. Crit Rev Food Sci Nutr 2022.
- Li, G.; Zhu, F. Quinoa Starch: Structure, Properties, and Applications. Carbohydr Polym 2018, 181, 851–861. [Google Scholar] [CrossRef]
- González, L.C.; Loubes, M.A.; Tolaba, M.P. Incidence of Milling Energy on Dry-Milling Attributes of Rice Starch Modified by Planetary Ball Milling. Food Hydrocoll 2018, 82, 155–163. [Google Scholar] [CrossRef]
- Bala, S.; Garg, D.; Thirumalesh, B.V.; Sharma, M.; Sridhar, K.; Inbaraj, B.S.; Tripathi, M. Recent Strategies for Bioremediation of Emerging Pollutants: A Review for a Green and Sustainable Environment. Toxics 2022, Vol. 10, Page 484 2022, 10, 484. [Google Scholar] [CrossRef]
- Cao, H.; Sun, R.; Liu, Y.; Wang, X.; Guan, X.; Huang, K.; Zhang, Y. Appropriate Microwave Improved the Texture Properties of Quinoa Due to Starch Gelatinization from the Destructed Cyptomere Structure. Food Chem X 2022, 14, 100347. [Google Scholar] [CrossRef] [PubMed]
Figure 1.
Workflow for the selection, cleaning, and storage of white quinoa grains. Created in BioRender.
Figure 1.
Workflow for the selection, cleaning, and storage of white quinoa grains. Created in BioRender.
Figure 2.
Workflow of the flour production process and sample handling, which illustrates the milling techniques employed in the production of F1, F2, and F3 flour samples, highlighting the equipment used: knife mill (Marconi, model MA 048) for F1 flour, disc mill (Botini, model B5509) for F2 flour, and ball mill (Tecnal, model TE-350) for F3 flour, as well as the post-milling procedure. Created in BioRender. González Pacheco, J. (2025) https://BioRender.com/hcj65lr.
Figure 2.
Workflow of the flour production process and sample handling, which illustrates the milling techniques employed in the production of F1, F2, and F3 flour samples, highlighting the equipment used: knife mill (Marconi, model MA 048) for F1 flour, disc mill (Botini, model B5509) for F2 flour, and ball mill (Tecnal, model TE-350) for F3 flour, as well as the post-milling procedure. Created in BioRender. González Pacheco, J. (2025) https://BioRender.com/hcj65lr.
Figure 3.
Summary of the tests performed on quinoa grains to analyse key nutritional and compositional factors. The assessment included measuring moisture, ash, crude protein, lipids, pH and titratable acidity. The results are expressed in g/100g of dried matter. Created in BioRender. González Pacheco, J. (2025) https://BioRender.com/hcj65lr.
Figure 3.
Summary of the tests performed on quinoa grains to analyse key nutritional and compositional factors. The assessment included measuring moisture, ash, crude protein, lipids, pH and titratable acidity. The results are expressed in g/100g of dried matter. Created in BioRender. González Pacheco, J. (2025) https://BioRender.com/hcj65lr.
Figure 4.
Morphological and structural analysis of flour particles conducted through Scanning Electron Microscopy (SEM), X-ray Diffraction (XRD), and Differential Scanning Calorimetry (DSC). Created in BioRender. González Pacheco, J. (2025) https://BioRender.com/hcj65lr.
Figure 4.
Morphological and structural analysis of flour particles conducted through Scanning Electron Microscopy (SEM), X-ray Diffraction (XRD), and Differential Scanning Calorimetry (DSC). Created in BioRender. González Pacheco, J. (2025) https://BioRender.com/hcj65lr.
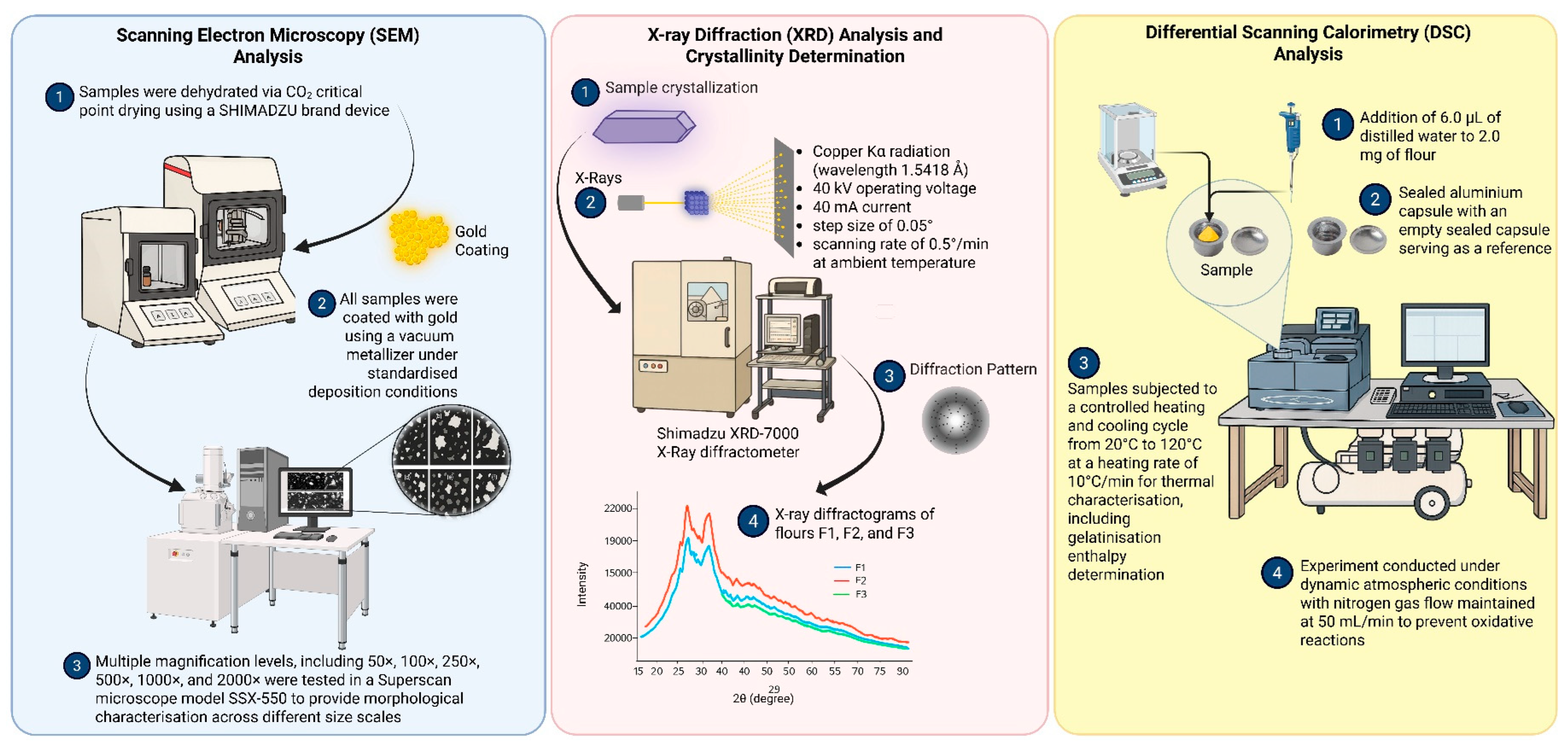
Figure 5.
a-l. Physico-chemical characterisation of raw white quinoa grains and white quinoa flours processed using various milling techniques. (a) Proximal composition of quinoa grains showing water content, ash, lipids, and crude protein percentages (n = 15). (b) Raw quinoa grains used as starting material. (c) Correlation heatmap displaying Pearson correlation coefficients between physicochemical parameters across all flour samples, with colour intensity representing correlation strength (red: positive correlations, blue: negative correlations). (d-h) Comparison between water content (significant differences, F (2, 12) = 58.091, p < 0.001), pH (non-significant differences, F (2, 12) = 3.689, p = 0.056), titratable acidity (non-significant differences, Kruskal-Wallis statistic = 0.257, p = 0.879), crude protein (significant differences, F (2, 12) = 77.814, p < 0.001) and lipids content (non-significant differences, F (2, 12) = 0.031, p = 0.969) between flour types F1 (knife milling), F2 (disc milling), and F3 (ball milling); (i) Visual appearance comparison of white quinoa flours processed using different milling techniques. From left to right: F1 (knife milling), F2 (disc milling), and F3 (ball milling). (j-l) Comparative analysis between control samples and processed flours showing water (significant differences, F (5, 24) = 3.646, p = 0.014), lipids (non-significant differences, F (5, 24) = 2.356, p = 0.071), and crude protein content (significant differences, F (5, 24) = 33.209, p < 0.001), n = 5 for parametric and non-parametric analyses, p < 0.05 considered statistically significant. Created in BioRender. González Pacheco, J. (2025) https://BioRender.com/hcj65lr.
Figure 5.
a-l. Physico-chemical characterisation of raw white quinoa grains and white quinoa flours processed using various milling techniques. (a) Proximal composition of quinoa grains showing water content, ash, lipids, and crude protein percentages (n = 15). (b) Raw quinoa grains used as starting material. (c) Correlation heatmap displaying Pearson correlation coefficients between physicochemical parameters across all flour samples, with colour intensity representing correlation strength (red: positive correlations, blue: negative correlations). (d-h) Comparison between water content (significant differences, F (2, 12) = 58.091, p < 0.001), pH (non-significant differences, F (2, 12) = 3.689, p = 0.056), titratable acidity (non-significant differences, Kruskal-Wallis statistic = 0.257, p = 0.879), crude protein (significant differences, F (2, 12) = 77.814, p < 0.001) and lipids content (non-significant differences, F (2, 12) = 0.031, p = 0.969) between flour types F1 (knife milling), F2 (disc milling), and F3 (ball milling); (i) Visual appearance comparison of white quinoa flours processed using different milling techniques. From left to right: F1 (knife milling), F2 (disc milling), and F3 (ball milling). (j-l) Comparative analysis between control samples and processed flours showing water (significant differences, F (5, 24) = 3.646, p = 0.014), lipids (non-significant differences, F (5, 24) = 2.356, p = 0.071), and crude protein content (significant differences, F (5, 24) = 33.209, p < 0.001), n = 5 for parametric and non-parametric analyses, p < 0.05 considered statistically significant. Created in BioRender. González Pacheco, J. (2025) https://BioRender.com/hcj65lr.
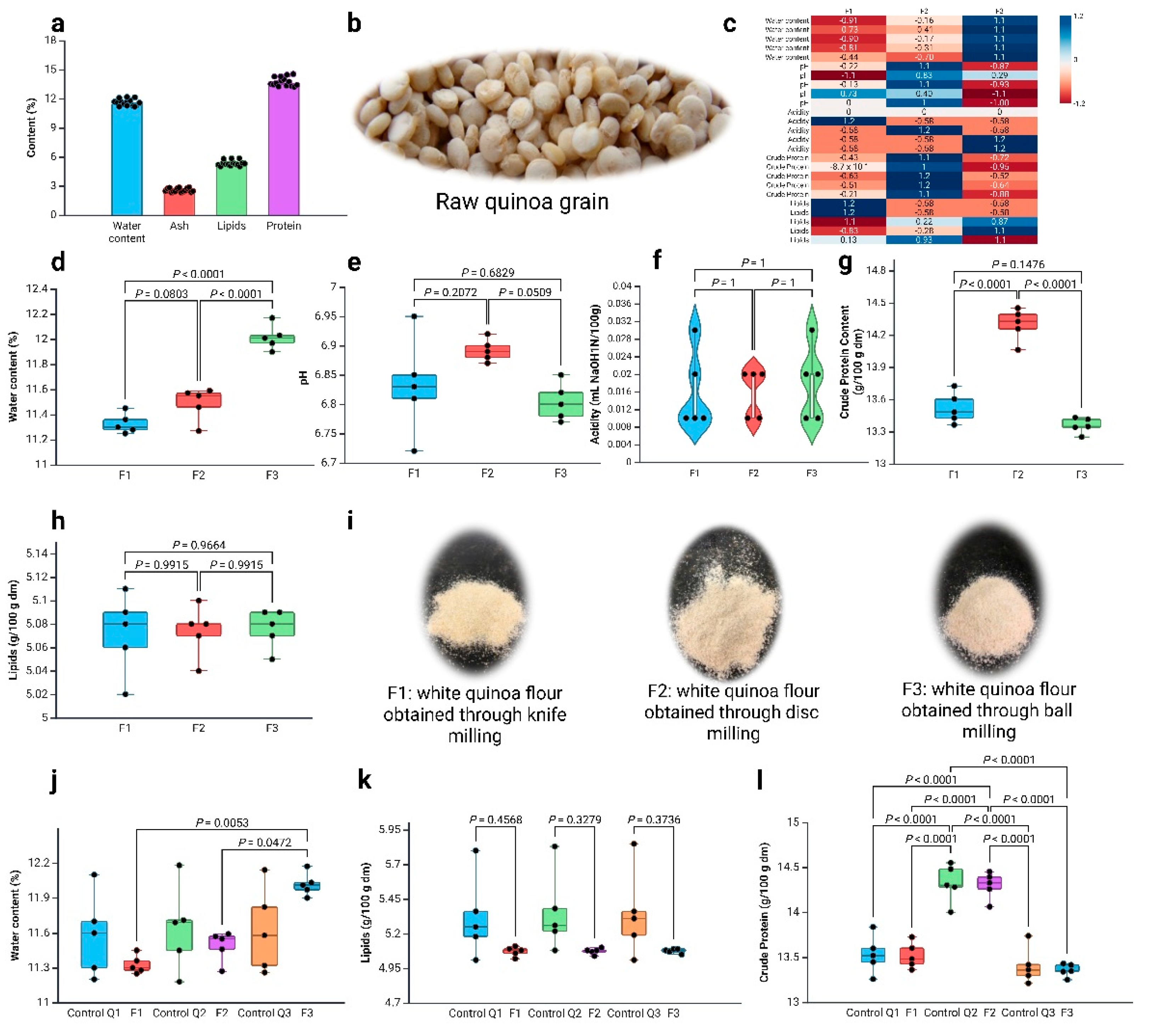
Figure 6.
a-h. X-ray diffraction and microstructural characterisation of quinoa flours produced by three milling technologies. (a) Particle-size retention profiles for knife (F1), disc (F2) and ball (F3) mills plotted as retained mass (g) versus average sieve aperture. (b) Comparative distribution of and values across mill types shown with medians, interquartile ranges, and individual data points; brackets denote pairwise comparisons with p-values. Non-significant differences for both approaches were detected, GGS & RRB Kruskal-Wallis statistic = 1.235, p = 0.539. Statistical significance set at p < 0.05. (c-d) RRB (c) and GGS (d) modelling of cumulative passing: linearised relationships of versus with fitted curves, 95% confidence intervals, coefficient of determination (R2), standard error (SE), and model parameters, such as IGGS & IRRB, as well as KGGS & KRRB, for each mill, evidencing higher fineness and uniformity for ball milling. (e–g) Representative scanning electron micrographs of flours from knife (e), disc (f) and ball (g) mills at increasing magnifications, highlighting differences in particle morphology, fracture surfaces and aggregation. (a) 50x, (b) 100x, (c) 250x, (d) 500x, (e) 1000x, and (f) 2000x. (h) X-ray diffraction patterns (5–65° 2θ) of F1, F2 and F3, showing progressive peak broadening and attenuation from knife to ball milling, consistent with partial loss of crystalline order and increased amorphisation under higher mechanical energy. Created in BioRender. González Pacheco, J. (2025) https://BioRender.com/hcj65lr.
Figure 6.
a-h. X-ray diffraction and microstructural characterisation of quinoa flours produced by three milling technologies. (a) Particle-size retention profiles for knife (F1), disc (F2) and ball (F3) mills plotted as retained mass (g) versus average sieve aperture. (b) Comparative distribution of and values across mill types shown with medians, interquartile ranges, and individual data points; brackets denote pairwise comparisons with p-values. Non-significant differences for both approaches were detected, GGS & RRB Kruskal-Wallis statistic = 1.235, p = 0.539. Statistical significance set at p < 0.05. (c-d) RRB (c) and GGS (d) modelling of cumulative passing: linearised relationships of versus with fitted curves, 95% confidence intervals, coefficient of determination (R2), standard error (SE), and model parameters, such as IGGS & IRRB, as well as KGGS & KRRB, for each mill, evidencing higher fineness and uniformity for ball milling. (e–g) Representative scanning electron micrographs of flours from knife (e), disc (f) and ball (g) mills at increasing magnifications, highlighting differences in particle morphology, fracture surfaces and aggregation. (a) 50x, (b) 100x, (c) 250x, (d) 500x, (e) 1000x, and (f) 2000x. (h) X-ray diffraction patterns (5–65° 2θ) of F1, F2 and F3, showing progressive peak broadening and attenuation from knife to ball milling, consistent with partial loss of crystalline order and increased amorphisation under higher mechanical energy. Created in BioRender. González Pacheco, J. (2025) https://BioRender.com/hcj65lr.
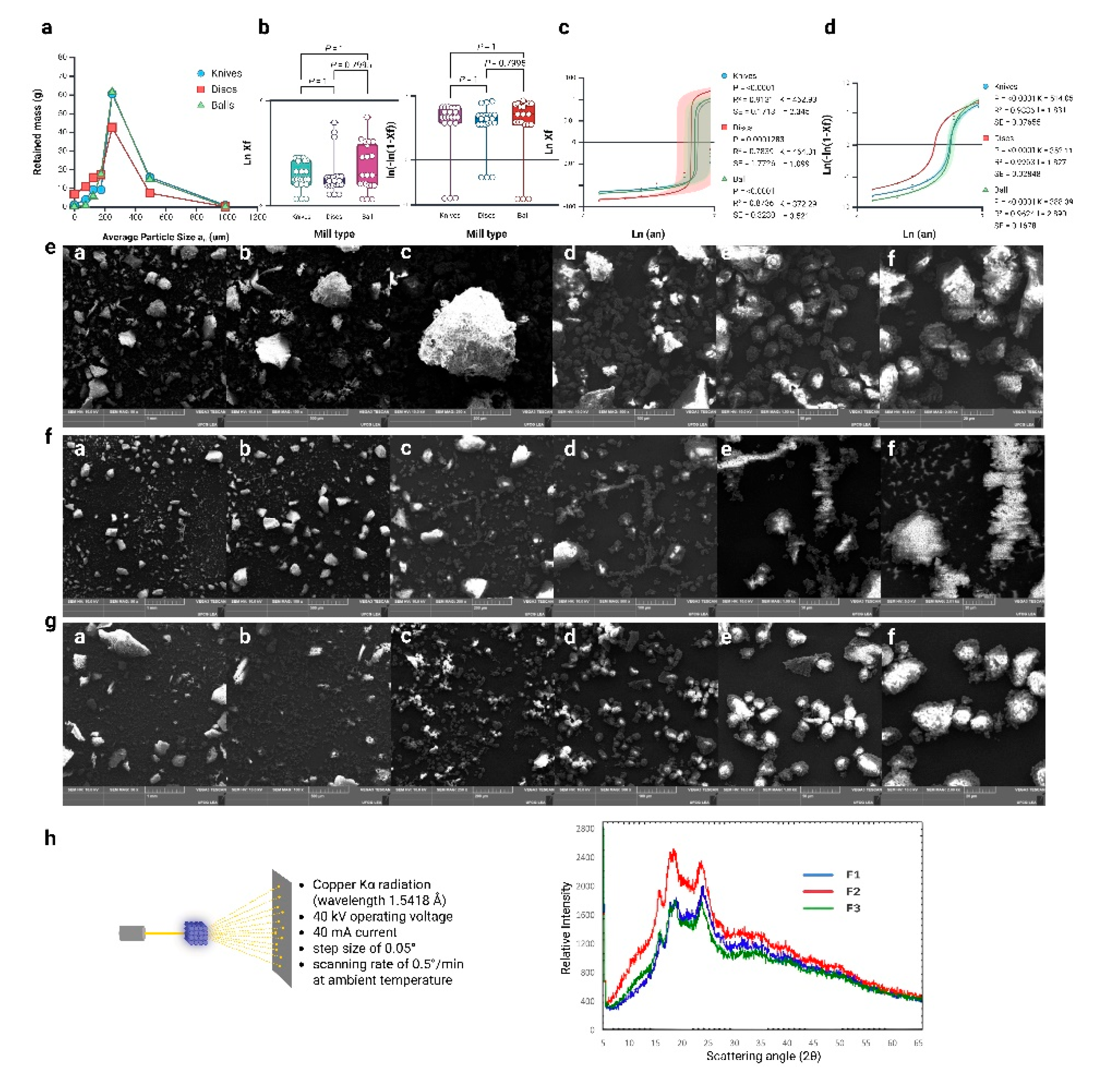

Table 1.
Experimental data pertaining to the particle size distribution of white quinoa flour, obtained through knife, disc, and ball milling processes. The retained mass expressed in grams, as well as and are presented as mean ±SD (standard deviation) (n=3). ‡Different lowercase letters in the same column indicate significant differences (p< 0.05).
Table 1.
Experimental data pertaining to the particle size distribution of white quinoa flour, obtained through knife, disc, and ball milling processes. The retained mass expressed in grams, as well as and are presented as mean ±SD (standard deviation) (n=3). ‡Different lowercase letters in the same column indicate significant differences (p< 0.05).
| Mill Type | Sieve (mesh) | Average Size (µm) | Retained Mass (g) | |||
| Knife | 16 | 991 | 0.780±0.017a‡ | 6.90 | -0.0078±1.71E-04a | 1.5801±0.0040a |
| 32 | 495 | 15.82±0.001b | 6.20 | -0.1719±1.19E-05a | 0.6128±3.42E-05a | |
| 60 | 248 | 60.39±0.231c | 5.51 | -0.9235±0.006a | -0.6811±0.0080a | |
| 80 | 175 | 9.100±0.079d | 5.16 | -0.0952±0.001a | 0.8749±0.0040a | |
| 115 | 124 | 9.160±0.058d | 4.82 | -0.0959±0.001a | 0.8721±0.0030a | |
| 200 | 74 | 3.830±0.011e | 4.30 | -0.0390±1.14E-04a | 1.1830±0.0010a | |
| Tray | - | 1.090±0.027ae | - | - | - | |
| Disc | 16 | 991 | 0.040±0.028a | 6.900 | -0.0004±2.80E-04a | 2.0574±0.1090a |
| 32 | 495 | 7.300±0.011b | 6.200 | -0.0757±1.18E-04a | 0.9628±0.0010a | |
| 60 | 248 | 42.53±0.024b | 5.510 | -0.5527±4.16E-04a | -0.1548±0.0010a | |
| 80 | 175 | 17.14±0.032c | 5.160 | -0.1877±3.85E-04a | 0.5684±0.0010a | |
| 115 | 124 | 15.67±0.090c | 4.822 | -0.1701±0.0010a | 0.6179±0.0030a | |
| 200 | 74 | 10.76±0.010bc | 4.300 | -0.1136±1.12E-04a | 0.8024±4.17E-04a | |
| Tray | - | 6.720±0.012b | - | - | - | |
| Ball | 16 | 991 | 0.090±0.084a | 6.900 | -0.0009±0.0010a | 1.9479±0.2230a |
| 32 | 495 | 14.74±0.002b | 6.200 | -0.1594±2.34E-05a | 0.6498±7.08E-05a | |
| 60 | 248 | 61.29±0.017c | 5.510 | -0.9481±4.38E-04a | -0.7130±0.0010a | |
| 80 | 175 | 17.47±0.046b | 5.160 | -0.1919±0.0010a | 0.5569±0.0020a | |
| 115 | 124 | 5.660±0.008b | 4.820 | -0.0582±8.47E-05a | 1.0551±4.92E-04a | |
| 200 | 74 | 0.690±0.051a | 4.300 | -0.0069±0.0010a | 1.6048±0.0150a | |
| Tray | - | 0.120±0.002a | - | - | - |
Table 2.
X-ray diffraction analysis and crystalline structure characterisation of quinoa flour samples processed by different milling techniques. Peak positions (2θ°), relative peak intensities (counts), d-spacing values (Å), and assigned crystalline phases showing characteristic A-type starch diffraction patterns with major peaks at 15.3°, 17.1°, 18.0°, and 23.1°, and V-type amylose-lipid complex peak at ~20°. F1: knife milling; F2: disc milling; F3: ball milling. Analysis performed using Shimadzu XRD-7000 diffractometer with Cu Kα radiation (λ = 1.5418 Å), 40 kV operating voltage, 40 mA current, step size 0.05°, scanning rate 0.5°/min at ambient temperature.
Table 2.
X-ray diffraction analysis and crystalline structure characterisation of quinoa flour samples processed by different milling techniques. Peak positions (2θ°), relative peak intensities (counts), d-spacing values (Å), and assigned crystalline phases showing characteristic A-type starch diffraction patterns with major peaks at 15.3°, 17.1°, 18.0°, and 23.1°, and V-type amylose-lipid complex peak at ~20°. F1: knife milling; F2: disc milling; F3: ball milling. Analysis performed using Shimadzu XRD-7000 diffractometer with Cu Kα radiation (λ = 1.5418 Å), 40 kV operating voltage, 40 mA current, step size 0.05°, scanning rate 0.5°/min at ambient temperature.
| Types of crystallinity | Intensity peaks at the diffraction angle 2θ |
|---|---|
| A | 15.3°| 17.1° | 18.2° | 23.5° |
| B | 5.6°| 14.4°| 17.2°| 22.2°| 24° |
| C | 5.6°| 15.3°| 17.3°| 23.5° |
Table 3.
Differential scanning calorimetry parameters of white quinoa flours obtained through knife (F1), disc (F2), and ball (F3) milling processes. Reported parameters include: onset temperature (TO, °C), representing the initial temperature at which gelatinisation commences; peak temperature (TP, °C), corresponding to the temperature of maximum gelatinisation rate and peak heat flow; gelatinisation temperature range (TP - TO, °C), indicating the breadth of thermal transition; and enthalpy of gelatinisation (ΔH, J/g dry basis), calculated through baseline-corrected peak integration representing the total energy required for complete starch molecular reorganisation. All values represent mean ± standard deviation (n=5 independent measurements from separate batches). Different lowercase letters within the same row indicate statistically significant differences between treatments (p < 0.05) as determined by one-way ANOVA followed by Tukey’s multiple comparison test.
Table 3.
Differential scanning calorimetry parameters of white quinoa flours obtained through knife (F1), disc (F2), and ball (F3) milling processes. Reported parameters include: onset temperature (TO, °C), representing the initial temperature at which gelatinisation commences; peak temperature (TP, °C), corresponding to the temperature of maximum gelatinisation rate and peak heat flow; gelatinisation temperature range (TP - TO, °C), indicating the breadth of thermal transition; and enthalpy of gelatinisation (ΔH, J/g dry basis), calculated through baseline-corrected peak integration representing the total energy required for complete starch molecular reorganisation. All values represent mean ± standard deviation (n=5 independent measurements from separate batches). Different lowercase letters within the same row indicate statistically significant differences between treatments (p < 0.05) as determined by one-way ANOVA followed by Tukey’s multiple comparison test.
| Flours | |||
| Parameters | F1 | F2 | F3 |
| TO (°C) (gelatinisation) | 50.19±0.01ª⁑ | 50.04±0.02b | 50.08±0.02ab |
| TP (°C) | 79.35±0.03ª | 71.68±0.09ab | 70.47±0.02b |
| TP – TO (°C) | 29.16±0.03ª | 21.64±0.09ab | 20.39±0.04b |
| ΔH (J/g) (enthalpy of gelatinisation) | 1791±0.71ª | 1211±0.71b | 1221±1.10c |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



