
Submitted:
09 December 2025
Posted:
11 December 2025
You are already at the latest version
Abstract
The operational ability of the unit or a mechanism depends mainly on the quality of the working surfaces that are obtained mechanically. Many materials can be assigned to a group of hard-to-cut materials that includes titanium- and aluminum-based alloys, a new class of heat-resistant alloys, SiCp/Al composites, and other alloys. The difficulties in their machining are related not only to the high temperatures achieved on the contact pads under the mechanical load and the extreme cutting conditions, but also to the properties of those materials related to the adhesion of the chip to the faces of the tool that hampers chip flow. One of the possible solutions to reduce those effects and improve the operational life of the tool, and as a consequence the final quality of the working surface of the unit, is texturing the rake face of the tool with microgrooves or nanogrooves, microholes or nanoholes (pits, dimples), micronodes, cross-chevron textures, and other microtextures, the depth of which is in the range of 3.0–200.0 µm. The review is addressed to systematize the data obtained on micro- and nano-texturing of PCD tools for cutting hard-to-cut materials by different techniques (fiber laser graving, femto- and nano-second laser, electrical discharge machining, fused ion beam) additionally subjected to fluorination, dip- and drop-based coatings, and the effect created by the use of the textured PCD tool on the machined surface.
Keywords:
aluminum alloy
; cutting tools
; EDM
; femtosecond
; ion beam
; laser
; lubrication
; microtexturing
; nanosecond
; nanotexturing
; PCD
; rake face
; SiCp/Al
; texturing
; titanium alloy
; tribology
; wear
1. Introduction
The behavior of engineering parts the exploitation loads depends on several criteria. One important criterion is surface quality that plays a significant role in the performance and operational life of engineering parts as a part of a mechanism or a unit in machinery, aerospace, tool industry, electronics, and energy systems. Tribological characterization of surfaces reveals controlling ability to obtain the required functional performance [1,2,3,4,5]. Recently, the tool surface geometry modified by texturing was proposed a new surface engineering approach and is in demand due to the ability to reduce adhesion of workpiece material and increase lubrication [6,7,8,9].
Geometries of the cutting tools are one of the significant criteria affecting the resulting cutting forces, machined workpiece surface roughness, tool operational life, and the dissimilarity of the chip flow pattern [10]. Microtexturing of cutting tools decreases contact loads and tool wear [11,12,13,14,15], that are related to microtexture’s ability to reduce the friction coefficient, and therefore the tribological properties are enhanced [16,17,18,19]. Microdimples or microgrooves can be produced with several machining methods depending on the tool and workpiece material properties and desired microrelief of the cutting tool rake face such as electrical discharge machining (super drill or with a wire tool electrode) [20,21,22], laser ablation [23,24,25], fused ion beam [26], microindention [27].
Electrical discharge machining (EDM) is a machining process that allows the forming of the conductive workpiece by the exposure of electric discharges between the tool electrode and workpiece [28,29,30,31]. S.T. Kumaran et al. [32] investigated the influence of the µ-EDM process factors on parameters of the formed dimples that were textures on the surface of titanium alloys (TiAlSiZr). Varying EDM factors obtained the required dimples with different diameters. It is found that the single spark energy allows controlling the dimple diameter, height, width, and aspect ratio. C.M. Rao et al. [33] studied the effect of microhole textures on PCD tools in turning titanium using the minimum quantity lubrication (MQL) technique. The diameter, depth, and orientation of the produced microholes were investigated. The electrical discharge machining was used as a technology to produce the microholes in the cutting tool rake face. It is found that the textured tool combined with the minimum quantity lubrication (MQL) technique enhanced the cutting temperature, surface roughness, and tool wear resistance by 30, 40, and 50%, respectively.
The texturing pattern on the cutting tool rake face often used as a chipbreaker. Thus, using this type chipbreaker is a method to control the shape and character of the chip in cutting and to eliminate premature tool failure. P. Fernandez et al. focus on the effects of laser-textured chipbreakers on PCD tools to reduce chip length in turning Ti6Al4V for the aeronautical industry [34]. A groove-type laser-engraved chipbreaker is proposed to improve chip fragmentation and removal. The achieved surface roughness was 1.31 mm, when the mean values of five consecutive maximum heights between peak and valley were 19.01 µm. Y. Su et al. [35] investigated the anti-friction and anti-adhesion for microtextured PCD tools in machining Ti6Al4V alloy. It was shown that microgrooves tend to reduce the friction through the cutting process even in the absence of lubrication. The maximum width of the chip is decreased by 23.6% by producing the micro-grooves.
The texturing on PCD tools possesses the ability to enhance the cutting speed when the operational life of the tool is also prolonged; as a result, productivity in turning is increased when the surface roughness on the machined surface is reduced by 20% [36]. X. Wang et al. produced microgrooves with round corners as texturing on PCD by nanosecond laser. The textured PCD tool was tested in machining SiCp/Al composites and compared with a non-textured PCD tool. The influence of texture parameters such as the distance between the textures and the main cutting edge (texture spacing) was the focus of the research. It is demonstrated that the textured PCD tool reduced the anti-adhesion effect by the chip direction besides reducing cutting forces, enhancing the wear resistance of the cutting tool, and improving surface roughness. The cutting force of the PCD tool was minimal when the distances between the micro-groove textures and the main cutting edge were 35–45 µm.
G. Sakthivel et al. [37] investigated textured PCD with lyophobic wettability in turning Al6061 alloy for enhancing anti-friction and self-lubrication properties. The experiments were produced in dry conditions. Lyophobic wettability was formed by amine silane on the textured surface that was produced on the PCD tool by the ND:YAG laser. The combination of texturing and lyophobic solution significantly improved the cutting tool’s performance.
F. Wu et al. [38] investigated milling SiCp/Al using a textured PCD cutting tool. Tool life, tribological properties, cutting forces, and lubrication mechanisms were under investigation. The tools with the produced grooves, pits, and hybrids of grooves and patterns were analyzed and compared with non-textured tools. It was demonstrated that the hybrid textured tool exhibits optimum results in comparison to other tools. X. Hao et al. [39] studied the turning of Ti6Al4V by three different texture geometries of PCD tools using the MQL technique. The three textured cutting tools were produced by fiber laser and compared with non-textured cutting tools. Then the textured tools were applied to the composite lyophilic/lyophobic wettability. It is demonstrated that the proposed PCD successfully reduced the cutting forces and coefficient of friction besides enhancing the tool wear resistance. P.Ghosh et al. [40] investigated the cutting performance, cutting forces, anti-adhesion, and surface roughness of the machining AL6082 alloy by micro/nano-textured PCD tool. The fiber laser was used to create a texture pattern on the surface of the cutting tool. A turning operation was used for testing the textured PCD tool. It is found that the cutting forces were reduced by 12–23% according to the texturing pattern, and the surface quality is also enhanced. Y. Su et al. [41] studied the ability to create micro-grooves and micro-holes as texturing patterns on PCD tools by fiber laser. Controlling laser parameter scanning speed enables reducing the width, diameter, and depth of texturing.
S. Moeng et al. [42] produces nano-textures on PCD tools by fused ion beam for enhancing the cutting performance and tribological properties of the tool. The cutting tool performance was tested by orthogonal cutting with dry conditions using tungsten carbide as a workpiece. The nano-textures successfully enhanced the coefficient of friction by 7–10% in comparison with the non-textured tool.
The review is addressed to systematize the data obtained in testing PCD tools in cutting hard-to-cut materials and the effect created by the use of the textured PCD tool by the nature of the material removal technique and shapes of the textures on the cutting tool rake face. The research object is a cutting tool produced of polycrystalline diamond for cutting hard-to-cut materials, such as:
- titanium and aluminum alloys that are adherent to the cutting tool rake face;
-
composite material with an aluminum matrix reinforced with silicon carbide particles (SiCp/Al) that is widely used in the aerospace, optical, and electronics industries for:
- ○
- electronic chip packaging, including for microwave integrated circuits, power modules, and military radio frequency (RF) systems;
- ○
- satellite component manufacturing.
This material offers advantages such as high specific strength, low coefficient of thermal expansion, excellent thermal conductivity, and corrosion resistance.
2. Geometry Features of Texturing of PCD Tools
2.1. Influence of Microtexture Orientation on the Tool Performance
The authors of [34] studied the effect of the laser microtexturing of the PCD tool in turning Ti6Al4V alloy on the chip shape, cutting forces, and roughness of the resulting surface. As a source, a pulsed Nd:YAG fiber laser with an average output power of 50 W was used. The PCD tool that was subjected to microtexturing was an SNGA120408MD220 cutting insert of PCD grade with an average micro-grain size of 10 µm and a Co-binder of 10–12%. Laser engraving was performed at a scanning speed (vs) of 300–500 mm/s, pulse frequency (F) of 30–50 Hz, radial step (r) of 0.02–0.05 mm, and pulse duration (τ) of 250 ns. The laser spot diameter (d0) was ø50 µm, and the energy distribution was Gaussian. Microtexturing was performed at a distance (m) of 100 µm from the cutting edge with a groove depth (h) of 10 µm. The width of the grooves (w) and a spacing (step) between grooves (s) were chosen to be 50 µm (Figure 1a). The microtextures were performed at 0°, 45°, and 90° (types I, II, and III, correspondingly) to the chamfer edge, a crosshatching at 0° and 90° (type IV), and a double groove at 0° (type V) (Figure 1b). Testing factors in turning were as follows: a cutting speed (vc) of 150 m/min, a feed (f) of 0.05 mm/rev, and a depth of cut (ap) of 0.25 mm. The grooves were used to improve chip breakage (so-called chipbreakers). They were used to reduce cutting forces and, as a result, reduce tool wear. The chips that were obtained at chipbreakers of types I, II, and V were acceptable for further research: types I and II have produced the chips of helical shape (that demonstrates the preferable direction of the chip flow) that are similar to the original cutting insert of PCD grade, and type V has produced the chips of conical short shape (of less than ~17 mm) that are more acceptable in the context of cutting force reduction. Types III and IV have produced the chips of snarled washer-type helical shape according to ISO 3685:1993 (Classification of chip morphology and shapes). During measuring cutting forces with a dynamometer, turning with cutting inserts with chipbreakers of types I and II showed cutting forces corresponding to the original sample of the cutting insert without microgrooves. Other types of chipbreakers increased the measured cutting force components from 10% to more than 300%. The greatest increase in cutting force components was recorded for a chipbreaker of type V. As a result of the tests, microtexturing of the insert surface did not have a significant effect on the roughness parameter Ra and was about 0.5 µm. The roughness parameter Rz has been reduced insignificantly from 2.5 to 2.4 µm for types I, II, and V compared to the initial cutting insert. For types III and IV, the Rz parameter has been increased insignificantly up to 2.6–2.7 µm.
2.2. Influence of Nanotexture Orientation on the Tool Performance
S. Maeng et al. [42] have researched nanogrooves as textures on the rake face of PCD tools without lubrication to reduce the coefficient of friction in ultra-precision machining of tungsten carbide (WC). The PCD tool was with an edge radius of 350 nm when the waviness of the cutting edge was 203 nm. The authors expected that the low value of the coefficient of friction would reduce the thermal load (heat) between the tool and workpiece and enlarge the operational life of the cutting tool. The nanogrooves were produced by a focused ion beam method parallel and orthogonal to the cutting edge. The processing factors were as follows: accelerating voltage of 30 KeV, beam size of 600 pA, ion of Gallium, incident angle of 0°, and ion dose of 20 nC/μm². The perpendicular textures were of 8 grooves of the following parameters: the width (w) of 0.8 μm, the depth (h) of 1 μm, the pitch (spacing, s) of 1 μm, and the length (l) from 35 to 120 µm (Figure 2a). The pattern was at the distance (m) of 2 µm from the cutting edge with the width of the textures (wt) of 6.4 µm. The parallel grooves were engraved at the same distance from the cutting edge (m), length (l), and width (wt), and with the same groove parameters (w, h, s) to provide the similar area of textures on the rake face (Figure 2b). The texture length in the cutting direction was equal to the length of the contact pad between the tool and workpiece. It was observed that the coefficient of friction of the cutting tool with the perpendicular textures tool was decreased by 10%, and for the parallel textured one – 7%. The surface roughness parameter Ra varied from 130 to 220 nm for the perpendicular nanogrooves and from 140 to 195 nm for the parallel ones when Ra was in the range of 145–205 nm. Thus, the better result in the context of the final product surface quality has demonstrated the parallel nanogrooves—Ra was improved by 3.44–4.87%. This effect can be called insignificant in the considered scale, but it shows that the parallel pattern of the grooves is preferable over the perpendicular one.
P. Ghosh et al. [40] investigated the cutting performance and anti-adhesive properties of micro- and nanotextured PCD cutting inserts in turning Al 6082 aluminum alloy. The PCD cutting inserts were of a diamond composite structure with an average grain size of 10 μm and infiltrated by a Co binder of ~10.3% vol. The inserts were SPGN090308F in shape with a 0.5-mm diamond layer synthesized on a WC substrate of 1.1 mm. The textures were engraved by fiber laser with the power (P) of 70 W, the wavelength (λ) of 1064 nm, the pulse duration (τ) of 260 ns, and the frequency (F) of 70 kHz. The beam diameter (d₀) in the focal plane was ~30 µm, the scanning speed (vₛ) was 900 mm/s, the intensity (I) was 20%, and the energy fluence (Φ) was 3.38 J/cm2. The depth (h) of the grooves was 260 nm, the width (w) was 7 μm, and the spacing (pitch, s) was 20 μm. Three different types of texturing were produced on the rake face: the grooves perpendicular and parallel to the chip flow direction at an acute angle and grooves parallel to the main cutting edge (Figure 3). Those cutting inserts with the produced textures were compared with non-textured cutting inserts. The cutting performance was tested under dry conditions. The testing showed that feed force (in the context of the study, cutting force, Fc) for the cutting tool with perpendicular grooves was 20–40 N, and that is more stable than the non-textured inserts of 6–41 N for the cutting tool with the parallel grooves. The values of thrust force (Ft) for cutting inserts with the grooves parallel and perpendicular to the chip flow direction demonstrated a homogeneous trend and varied in the range of 60–75 N, while the values of Ft for the non-textured cutting insert varied in the range of 73–90 N.
The reduction in the coefficient of friction was observed for the cutting inserts with the grooves parallel to the chip flow direction compared with the non-textured cutting inserts: ~0.28 was for the parallel to the chip flow direction grooves, and ~0.34 was for non-textured cutting inserts. The adhesion of the workpiece material to the rake face of the cutting inserts was also visually reduced. During testing of the cutting inserts with the perpendicular-to-chip-flow-direction grooves, cutting forces were decreased by 23%, while the surface quality parameter was improved by ~12%. Thus, the geometry of the textures produced on the rake face of the cutting inserts is preferable for better product performance. The reduction in cutting forces for the cutting insert with parallel grooves to the chip flow direction was ~12%, which is 2 times less than for the perpendicular ones, while the adhesion was decreased by 59% and the coefficient of friction by 14%. Chip formation mechanism and chip flow are affected by the micro- and nano-textured groove structures and the direction.
2.3. Influence of Microtexture Profile and Shape on the PCD Tool Performance
The authors of [36] have researched the effect of microtexturing of the PCD tool on the cutting forces and tool wear, roughness of the resulting surface of SiCp/Al composites in dry cutting conditions, and direction of the chip flow to produce an anti-adhesion effect. The SiCp/Al composites are widely used in the aerospace, automotive, and medical industries due to their high strength, high wear resistance, and low thermal conductivity. However, in machining, SiCp/Al composites are considered difficult-to-cut materials because of SiC particles and the ductile behavior of the aluminum matrix in the presence of high temperatures developed in cutting due to the presence of SiC particles. In this context, SiC provokes the increased wear of the cutting tool when aluminum tends to have increased adhesion, which also hinders cutting. The SiCp/Al composites are composed of an aluminum matrix and SiC particles that are pointed in shape and 2–12 μm evenly distributed in the aluminum matrix. The PCD tool was with a medium grain of 0.01 mm and a hardness of 8000 HV, which is 3–5 times harder than hard alloy, with the thermal conductivity of 700 W/(m K) and is often used in machining SiC particle-reinforced aluminum matrix composites with low volume fractions of SiC particles. An infrared nanosecond laser was used to produce the textures on the PCD tool due to its thermal effect that is greater compared to other types of laser sources (femtosecond, picosecond, and ultraviolet nanosecond lasers). The laser texturing factors were as follows: a wavelength (λ) of 1064 nm, a pulse pause (p) of 100 ns, a pulse frequency (F) of 20 kHz, an outgoing laser beam diameter (D0) of ø6.5 mm, a Gaussian energy distribution, and a laser spot shape elliptical. The PCD tool (cutting insert) textures were as follows: a distance from the cutting edge (m) of 25–45 µm, a microgroove width (w) of 16 μm, a microgroove length (l) of 1000 µm, a microgroove spacing (s) of 40–80 µm, and a depth (h) of 70 µm. The groove in the plan was a kerf of a typical torch-shaped form and had rounded edges, where outer and inner diameters were 16 and 6 μm. The microgrooves were performed at the angle of 0° to the cutting edge of the rhombic cutting insert, as close as possible to a round tip in plan. The cutting depth (ap) was 20 μm, and the cutting speed (vc) was 200 mm/s. The reduction in cutting forces was detected at the distance between the cutting edge and textures (m) equal to 35 µm. The spacing between the textures did not play any significant role in the cutting force components. However, the lowest data were obtained for a combination when a distance from the cutting edge (m) of 35 µm and a step (s) was 40 and 60 µm. The decrease in the main and normal cutting forces was 4–20% (the main cutting force has been reduced from 23.5 N to ~20 N and that is 17%; the normal cutting forc has been reduced from 12.5 N to 12 N and 10 N and that is 4% and 20% for a step of 40 and 60 µm, respectectively). The results of 3D modeling showed that grooves with rounded edges are preferable to grooves with chamfers and grooves with a rectangular profile, since they do not create additional cutting stress in the chip flow zone (Figure 4). Micro-cutting tests on the workpiece of 10×10×0.8 mm have shown that the roughness parameter Ra of the workpiece surface was reduced from 0.32 µm for the original tool to 0.25 µm for the tool with a distance from the cutting edge (m) of 35 µm and a step (s) of 40 µm. The roughness parameter Ra for the tools with a distance from the cutting edge (m) of 35 µm and a step (s) of 60 and 80 µm and with a distance from the cutting edge (m) of 40 µm and a step (s) was 40 µm has achieved ~0.27 µm. The key importance in this context was played by the particles of the composite that should be more than a width of the kerf from one point of view and less than the limit value from another point of view, where the microtexturing has shown no effect.
The authors of [38] have studied the wear on the flank of the microtextured PCD tool in milling SiCp/Al composite. The effect of applying pit, groove, and hybrid micro-textures produced on the rake face of hard alloy inlaid with a PCD tool with a diameter of 10 mm was discussed (Figure 5). The better results were demonstrated by the hybrid micro-textured tool. Special attention was paid to the tool service life, cutting forces during cutting, and self-lubrication mechanism. The micro-texture is fabricated by a femtosecond laser with the energy density (U) of 100 mW, and laser speed (vs) of 0.5 mm/s. It should be noted that since the effect of a femtosecond laser is very short in time, the phase transformation of the tool material can be called direct ablation (transition from a solid to a vapor state). It significantly reduces the negative effects associated with continuous exposure to a laser beam, such as droplet formation, splashing, remelting of the melt pool, mixing of the upper layer with the underlayered material, and the formation of secondary second-order structures (mainly oxides) [43,44]. Therefore, the tool material exposed to a femtosecond laser is freed from the negative consequences of these effects in advance [45,46].
The parameters of the microtextures were as follows:
- the width (w) and spacing (s) were 15 μm and 50 μm for the grooves (there were researched three groove widths – 10, 15, 25 µm, where 15 µm have shown better tool performance);
- the diameter (d) and spacing (s) were 50 μm and 80 μm for the pit (there were researched two horizontal (s1 = 80, 100 µm) and two vertical spacings (s2 = 80, 120 µm), where spacing s1=s2=80 µm demonstrated better tool perfomance);
- the pit diameter (d) and groove width (w) were 50 μm and 15 μm, when the horizontal and vertical distance between textures (s1 and s2, respectively) was 70 μm for the hybrid microtextures.
Milling factors were as follows: a spindle speed (n) of 1205 min⁻¹, a feed rate (fz) of 0.07 mm/z, a depth of cut (ap) of 0.8 mm, a width of cut (ae) of 2.14 mm, a feed stroke (x) of 500 mm. The wear criterion was the flank wear of 0.35 mm. The coefficient of friction was 0.225 for non-textured tools and 0.08–0.10 for textured cutting tools, where 0.102 was detected for microgrooves, 0.095 for micropits, and 0.093 for hybrid microtextures. The hybrid microtextures show the reduction in wear volume by 37%. The minimal roughness parameter Ra was 1.152 µm and was achieved at n = 1600 min⁻¹, fz = 0.23 mm/z, ap = 0.8 mm, and ae = 3.2 mm. The measured components of cutting force were Fx = 17.57 N, Fy = 55.45 N, and Fz = 16.05 N. The flank wear of the cutting tool with hybrid microtextures was 53.8% lower compared with non-textured tools. The operational life of the cutting tool for a tool with hybrid microtextures was 480 s, when the operational life of the non-textured tool did not exceed 225 s. The roughness parameter Ra was not improved, it was 1.4 µm for non-textured tool and 1.45 µm for the tool with the hybrid microtextures and that is acceptable result.
X X. Wang et al. [47] devoted their research to analyzing the influence of micro-textures in the form of microholes (pits) on the performance of the PCD tool in turning SiCp/Al composite. The microtextures were produced using a nanosecond laser with the laser power (P) up to 20 W, the laser wavelength (λ) of 1064 nm, the pulse duration (τ) of 100 ns, and the frequency (F) of 20 kHz. The outgoing beam diameter (D0) was 6.5 mm. The distance from the main cutting edge (m) was 35 μm, and the spacing (s) was 60 μm. The main cutting force was reduced by ~14% when the tool wear and surface adhesion were also reduced. Testing of the produced PCD tool in turning the SiCp/Al composites showed that the cutting force was reduced by 22%, providing better chip flow and PCD tool anti-tipping. The micro-pits array texture with rounded corners was fabricated to smooth the chip flow during machining. The textured tool increased the chip curvature through the orthogonal turning.
3. Influence of Processing Factors on the Efficiency of Microtextures
3.1. Influence of Processing Factors on the Parameters of Microtextures
Y. Su et al. [41] compared the geometrical parameters of micro-grooves and micro-holes (pits) produced on the rake face of the PCD tool (CTB010 grade, grain size – 10 µm, Co binder) by fiber laser (YLP-1-100-20-20-RG) with different processing modes. The laser factors were as follows: the output power (P) varied in the range of 8–15 W, the scanning speed (vs) was 0.5–6 mm/s, the pulse frequency (F) was 20–90 kHz, and the defocusing distance (Δ) was in the range from 1.2 to –1.2 mm. During texturing, it was noticed that the parameters of the microtextures, such as width, diameter, and depth, were smaller with a higher scanning speed and pulse repetition rate and a lower average output power (Figure 7). The parameters of microtextures were significantly affected by the value of the defocusing distance (Δ). The maximum depth (h=55 µm for the microgrooves and h=73 µm for the microholes) and smoother edges were achieved when Δ=–0.8 mm. The sidewall topography of the micro-grooves was improved by a larger average output power or a lower scanning speed. An optimization of the laser processing factors allows control of the micro-texture parameters. The sizes of the produced microtextures were:
- the width (w) of 30 µm for the microgrooves at the power P=11W;
- the diameter (d) of 60 µm for the microholes (pits) at the power P=13W.
Similar findings were presented in [48]. X. Sun et al. have researched the influence of the nano-second laser factors, such as laser power, pulse power, and defocusing distance on the parameters of microholes (diameter, depth, recast layer). The microholes were produced on the rake face of the PCD with the laser power (P) of 8 to 20 W, the pulse frequency (F) of 30 to 100 kHz, the defocusing distance (Δ) from –2 to 2 μm, the wavelength λ of 1064 nm, the laser pulse duration (τ) of 100 ns, the laser energy per pulse (E) of 1 mJ for P=20 W and F=20 kHz. The resulting diameter of microholes varied in the range of 2–5.3 µm and the resulting depth varied in the range of 10–26 µm (Figure 8). The minimum recast layer was achieved at the defocusing distance of –2 µm, when the power was 8 W and the pulse frequency was 100 kHz.
3.2. Influence of Microtexture Area on the Tribological Characteristics of a PCD Tool
S. Fang et al. [49] researched different microtextures: microgrooves, microholes, and micronodes (cross-hatching) produced on the PCD tool with Co binder by Ti-Sapphire femtosecond laser: the pulse duration (τ) of 150 fs, the wavelength (λ) of 800 nm, the frequency (F) of 1000 Hz, the beam width (w0) of 8 mm, the focus length (Δ) of 100 mm, and the pulse energy (E) of 600 μJ. The laser spot size was ~17 µm, the scanning speed was 2.5 mm/s, and the spot overlap was 85.5%. The produced microtextures were with the depth (h) of ~3 µm; other parameters were as follows (Figure 9):
- Microhole diameter (d) was ~21 µm, and the spacing (s) was 400 µm in both directions;
- Microgroove and micronode width (w) was ~15 µm, and the spacing (s) was 400 µm for the microgrooves and 100 µm for the micronodes.
The tribological tests (after 400–900 cycles using a steel ball of AISI 52100 with the diameter of ø3 mm with a normal load and lubricant with kinematic viscosity of 9.00mm2/s) have demonstrated the smallest value of the coefficient of friction for the PCD samples with the micronodes (0.08), when the coefficient of friction for microgrooves and microholes was 0.10 and 0.16, respectively (Figure 10). The result is probably related to the correlation between the microtextured and non-textured surfaces. Due to the extra short (femto) laser ablation pulse duration, no visible damage from the thermal exposure typical of laser processing was detected [50,51,52].
.
Table 1 summarize the processing factors to produce microtextures by various types of lasers and the parameters of the microgrooves, microholes and micronodes produced on PCD tool. The provided data and findings can be recommended for the industrial applications.
4. Specific Features of Microtexturing of PCD Tool and Performance
4.1. Comparison of the Effects of Microtextured Tools and Cryogen Lubrication on Flank Wear
Y. Su et al. [35] investigated the anti-friction and anti-adhesion properties of microtextured PCD tools in high-speed turning Ti6Al4V alloy. The microgrooves were produced with a fiber laser with the wavelength (λ) of 1055–1070 nm, the pulse duration (τ) of 100 ns (characteristics of the laser source), the scanning speed (vs) of 2 mm/s, the frequency (F) of 20 kHz, the power (P) of 12 W, the defocusing distance (Δ) of –0.6 mm, and the repeat number (β) of 50 times. The time for the production of microgroove array was ~1500 s. The microgrooves were placed parallel to the cutting edge (type I). The microgroove parameters were as follows: the distance from the cutting edge to the microgrooves (m) of 300 µm; the length (l) of 1500 µm, the width (w) of 60 µm, the depth (h) of 53 µm (the measurements by a profilometer showed ~63.3 µm), and the spacing (s) of 85 µm. Four types of the experiment options were tested in turning titanium alloy: non-textured PCD tool in dry cutting conditions and with CMQL, microgrooved PCD tool in dry cutting conditions and with CMQL. The lubrication conditions were as follows: the air pressure of 0.4 MPa, the air flow rate of 120 L/min, the cooling-air temperature of −15 °C, and the oil flow rate of 10 mL/h. The lubricating oil was Vascomill MMS FA1. The turning conditions were: the cutting speed (vc) of 20-180 m/min. The experiments demonstrated that the coefficient of friction reduces by increasing the cutting speed. A microgrooved tool without lubrication reduces the coefficient of friction from 0.75-0.8 (for other experiment options) to 0.65 (by 13.33–18.75%) at a cutting speed of 20 m/min. For other cutting speed values, microtextures and lubrication options did not show any significant positive effect. The reduced coefficient of friction (μ) observed in the absence of lubrication for both non-textured and microgrooved PCD tools at the increased cutting speed (~4% at 130 m/min and ~12% at 180 m/min). The flank wear chamfer at a feed rate (f) of 0.19 mm/r, a width of cut (ae) of 2 mm, and a cutting speed (vc) of ~176 m/min was (Figure 11a):
- 547 µm for non-textured PCD tool without lubrication,
- 582 µm for non-textured PCD tool with CMQL,
- 418 µm for microgrooved PCD tool without lubrication,
- and 491 µm for microgrooved PCD tool with CMQL.
As it is seen, the cryogenic lubrication did not produce any positive effect on the value of the flank wear chamfer, when the use of the microgrooved tool allowed reducing flank wear by 23.6%. The adhesion area on the rake face of the PCD tool in high-speed machining was reduced as well by microtexturing (the maximum width of chip adhesion was reduced by 23.6% for the microgrooved tool compared to the non-textured one). The results showed that TiC is formed on the rake face of PCD tools as a bonding layer, which reveals anti-friction conditions on the contact pad between the tool and workpiece. These results show that the microtexturing in the shape of microgrooves allows trapping debris, and the TiC bonding layer improves the PCD tool performance. The coefficient of friction for the microgrooved PCD tool without using cutting liquid was 2.67%–18% less than that for the non-textured PCD tool with cryogenic minimum quantity lubrication [53,54,55,56], when other experiment options have taken the place between those two ones. Without lubrication, the coefficient μ was reduced from 0.77 to 0.65 (15.6%) comparing the non-textured tool with the microgrooved tool at vc=20 m/min and from 0.44 to 0.425 (3.4%) for those tools at vs=180 m/min (Figure 11b).
C.M. Rao et al. [33] proposed using a microtexture in the form of microholes with tunnels produced by electrical discharge machining with copper wires with diameters of 0.4 mm and 0.6 mm. Deionized water was used as a working fluid. The PCD cutting insert flank wear in turning Ti6Al4V with MQL was reduced by 62% and 40%. Cutting insert machining produced favorable chip forms with less residual at all the cutting velocities. Chip breakability capability was applied by texturing.
4.2. Influence of Lyophobic Wettability of Microtextures on the Tool Performance
G. Sakthivel et al. [37] have researched the anti-friction and self-lubrication effect of the combined approach—cutting tool surface texturing and lyophobic wettability. The surface texturing was performed in the shape of cross-chevron textures using an ND:YAG laser graving with the following parameters: the length (horizontal distance, wt) of 1.5 mm, the texture width (vertical distance, l) of 1.5 mm, the width of the grooves (w) was about 80 µm, the texture included angle of 40°, and the depth (h) of 200 µm. Amino-propyl triethoxy-silane + toluene solution was used for providing lyophobic wettability by dip- and drop-based coating methods (Figure 12). For the dip-coating method, the textured insert was cleaned and processed using sulfuric acid (H2SO4) to activate the carbon content of the insert surface and dipped in the solution of aminopropyl triethoxysilane (C9H23NO3Si) mixed with toluene (aromatic hydrocarbon) for 24 hours. Afterwards, the dipped insert was placed in the furnace for three hours at 120 °C. For the drop-coating method, the textures of the PCD insert rake face were filled one drop by one using the syringe charged with the same solution. The prepared insert was then kept in the furnace at 120 °C for three hours. The hydroxyl (–OH) and carboxyl (–COOH) functional groups on the surface of the PCD insert were activated by the chemical activator (H2SO4) to improve the surface functionality. Those activated groups of chemicals were used to link the amine-terminated precursor, providing silica (Si-O-Si) framework formation across the lyophobic layer due to hydrolysis and polymerisation. The formed framework has been developed over the surface of PCD insert through hydrolysis followed by polycondensation at 120 °C.
After the functionalization of the cutting insert surface and filled textures, the samples were tested under dry conditions, where the cutting speed (vc) varied from 180 to 220 m/min, the depth of cut (ap) was 0.5 mm, and the feed rate (f) was 0.3 mm/rev. Turning experiments were conducted on an Al 6061 T6 aluminum alloy workpiece. The cross-chevron textured insert reduced the cutting forces compared to the non-textured insert due to the reduced contact pad between the rake face of the insert and chip and the increased heat dissipation by textures. The inserts with the lyophobic wettability have demonstrated better performance due to the lubricity and anti-frictional behavior after the treatment with amino-propyl triethoxy-silane and toluene solutions than the non-textured insert. The minimum values of main cutting and thrust forces were observed for the dip-based lyophobic wettability insert: the main cutting force (Fc) was 26–32 N, and the thrust (feed) force (Ft) was 14–17 N. A smaller value of Fc and a larger value of Ff were observed for larger cutting force. Those values for the other three experiment options were as follows: the insets without texturing—Fc = 65–91 N, Ft = 35–45 N; the inserts with drop-based lyophobic wettability—Fc = 51–63 N, Ft = 28–34 N; and the inserts with cross-chevron textures—Fc = 36–52 N, Ft = 25–31 N. Thus, the reduction was by 60–65% for Fc and 60–62% for Ft, comparing the dip-based lyophobic wettability inserts with cross-chevron textures and non-textured inserts.
X. Hao et al. [39] proposed a texture on the rake face of a PCD tool (Co-binder, grit size 10 µm) with composite lyophilic/lyophobic wettabilities and compared them with a non-textured tool and a tool with microgrooves. Lyophobic micro/nano structures and lyophilic grooves were produced by a pulsed fiber laser: a pulse duration of 100 ns, a wavelength of 1064 nm, a focus length of 210 mm, a pulse energy (E) of 0.25 mJ, a scanning speed of 80 mm/s, laser scanning times (β) of 2, and groove spacing (s) of 30 μm. The 0.8% fluoroalkyl silane solution (the solute of F91 fluorides and solvent of F8063 solution) was chosen for fluorination. The PCD tools with micro/nano textures were immersed in the 0.8% fluoroalkyl silane solution for 24 h to reduce their wettability. The fluorinated PCD tools were cured in an oven at 140 °C for 120 min. The micro/nano textures were at the depth of 20 µm with the height of the peaks 10 µm and orthogonal microgrooves of 10 µm depth from the textures and 20 µm depth from the rake face and demonstrated lyophobic wettability after fluorination: the emulsion contact angle of the non-textured tools was increased from 50.74° to 92.40°, and it was increased from 40.39° to 109.20° for the produced textures with lyophobicity (Figure 13 a, b). Then microgrooves perpendicular to the direction of micro/nano textures were produced by laser ablation of lyophobic materials at the pulse energy (E) of 0.7 mJ, the scanning speed (vs) of 200 mm/s, and the processing time (β) of 1. (Figure 13c). The parameters of microgrooved tools were as follows (Figure 13d): the depth (h) of ~10 µm; the width (w) of ~60 µm, the distance between grooves and the main cutting edge (m) of ~120 μm. The tools were tested in the conditions of turning Ti6Al4V alloy at the cutting speed (vc) of 90 m/min, the feed rate (fz) of 0.16 mm/r, the depth of cut (ap) of 0.2 mm, the cutting length (L) of 180 m, and MQL environment. The rake angle, clearance angle and cutting edge angle were 0°, 11° and 45°, respectively. The micro/nano-textured PCD tools with lyophilic/lyophobic wettabilities have reduced the cutting force components (reduction in cutting force Fz by 2.5-3.0 N (3.65%) comparing microgrooved tool and by 5 N (5.95%) comparing non-textured tool at vc=60m/min) and the coefficient of friction (decreased by 11.5% and 10.9% compared to the non-textured tool and the tool with microgrooves) and have improved the wear resistance compared to other options. And that was due to control of the cutting liquid movement on the contact pad between the tool and workpiece. After 180 m of cutting distance, the flank wear was 197 µm, 188 µm, and 153 µm for non-textured, microgrooved and micro/nano-textured tools, respetectively, thus the flank wear was reduced by 22.3%.
The summarized data on the influence of lyophobic wettability of microtextures, including fluorination as a step in PCD tool rake face treatment and dip- and drop-based coating techniques on the tool performance, is presented in Table 2. Both of the techniques were used for modification of the rake face of the PCD tool (cutting insert) for the turning process.
4.3. Summarizing the Effect of Microtexturing on the PCD Tool Performance
Table 2 shows a survey of the ability to create texture on the PCD cutting tools. As can be seen, the most significant effects were achieved using different types of processing technologies for production micro- and nano-textures. Meanwhile:
- The effect of microgrooves perpendicular to the chip flow direction, microholes, micropits, microdimples, and hybrid textures may achieve ~60% and mainly depend on the microtexture area to the area of the contact pad on the rake face rather than on the shape of textures;
- The microgroove’s orientation is preferably perpendicular to the chip flow direction;
- The effect of microtextures achieves ~20% when the effect of nanotextures does not exceed 5% for the improvement of surface quality parameters of the final product;
- The distance from the main cutting edge (tip) of the PCD tool to the texture should be in the range of 30–300 µm to achieve an effect of up to 20% and more for the flank wear and adhesion reduction, prolongation of the operational life of the tool, and improvement of the surface quality parameters for the final product.
1 Probably the authors were referring to the energy flux Φ, which is measured in W=J/s (total) or W/m2=J/(s·m2) (specific) or the power (W), because the energy density U is measured in W/m2 (surficial), W/m3 or W⋅h/L (volumetric).
5. Conclusions
The provided systematization of the most recent advances in micro- and nano-texturing of PCD tools for machining aluminum and titanium alloys, SiCp/Al composites, and a hard alloy allows us to summarize the used techniques and technologies and their effect on the prolongation of the service life of the tool, flank wear, and roughness parameters of the final product. The following conclusions are drawn:
- The effect of textures on the rake face of the PCD tool mainly depends on the textured area to provide a smaller contact pad between the tool and workpiece;
- There are no specific differences between the microgrooves perpendicular to the chip flow direction, microholes, micronodes, cross-chevron, and hybrid textures, and the effect may achieve ~60%;
- The microgroove’s orientation is preferably perpendicular to the chip flow direction for providing better tool performance;
- The effect of microtextures is at least 5 times more significant than the effect of nanotextures on the surface quality parameters of the final product;
- The distance from the main cutting edge (tip) of the PCD tool to the texture plays one of the key roles and should be in the range of 30–300 µm to achieve the effect of up to 20% and more for the flank wear and adhesion reduction, prolongation of the operational life of the tool, and improvement of the surface quality parameters for the final product;
- The dip-based lyophobic wettability coatings play a significant role in improving the effect of the textures, the effect created by the use of the textured PCD tool on the machined surface;
- The depth of the textures should be around 100–300 µm to provide a remarkable effect in reducing cutting forces by ~60%, when the effect of smaller texture depth (10–70 µm) is less significant (around 20%);
- The smother edges of the textures play a positive role in the chip flow convergence, while the sharp edges and chamfers hamper it; thus, the defocusing of the laser spot by –0.5 to –1.0 µm in laser engraving and ablation is strongly recommended.
Author Contributions
Conceptualization, S.N.G. and M.A.V.; methodology, S.N.G. and A.S.M.; software, K.H. and A.A.O.; validation, K.H. and A.A.O.; formal analysis, A.S.M.; investigation, A.A.O.; resources, A.S.M.; data curation, A.S.M.; writing—original draft preparation, K.H. and A.A.O.; writing—review and editing, A.A.O. and M.A.V.; visualization, K.H. and A.A.O.; supervision, S.N.G.; project administration, M.A.V.; funding acquisition, M.A.V. All authors have read and agreed to the published version of the manuscript.
Funding
Financial support for the research was provided by the Russian Science Foundation, grant No. 23-19-00517.
Data Availability Statement
The original contributions presented in the study are included in the article/supplementary material, further inquiries can be directed to the corresponding author/s.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Benedicto, E.; Rubio, E.M.; Carou, D.; Santacruz, C. The Role of Surfactant Structure on the Development of a Sustainable and Effective Cutting Fluid for Machining Titanium Alloys. Metals 2020, 10, 1388. [Google Scholar] [CrossRef]
- Varga, G.; Markopoulos, A.P. Tribological Aspects of Slide Friction Diamond Burnishing Process. Materials 2025, 18, 4500. [Google Scholar] [CrossRef]
- Bruzzone, A.A.G.; Costa, H.L.; Lonardo, P.M.; Lucca, D.A. Advances in engineered surfaces for functional performance. CIRP Ann. 2008, 57, 750–769. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Fedorov, S.V.; Migranov, M.S.; Mosyanov, M.; Gusev, A.; Okunkova, A.A. The Effectiveness of Diamond-like Carbon a-C:H:Si Coatings in Increasing the Cutting Capability of Radius End Mills When Machining Heat-Resistant Nickel Alloys. Coatings 2022, 12, 206. [Google Scholar] [CrossRef]
- Metel, A.S.; Grigoriev, S.N.; Tarasova, T.V.; Filatova, A.A.; Sundukov, S.K.; Volosova, M.A.; Okunkova, A.A.; Melnik, Y.A.; Podrabinnik, P.A. Influence of Postprocessing on Wear Resistance of Aerospace Steel Parts Produced by Laser Powder Bed Fusion. Technologies 2020, 8, 73. [Google Scholar] [CrossRef]
- Zhu, W.-L.; Xing, Y.; K. F.; Ehmann, B.-F.; Ju. Ultrasonic elliptical vibration texturing of the rake face of carbide cutting tools for adhesion reduction. Int. J. Adv. Manuf. Technol. 2016, vol. 85(no. 9–12), 2669–2679. [Google Scholar] [CrossRef]
- Cui, Y.; Wang, D.; Zheng, M.; Li, Q.; Mu, H.; Liu, C.; Xia, Y.; Jiang, H.; Wang, F.; Hu, Q. Study on Cutting Performance and Wear Resistance of Biomimetic Micro-Textured Composite Cutting Tools. Metals 2025, 15, 697. [Google Scholar] [CrossRef]
- Salem, A.; Hegab, H.; Kishawy, H.A. Experimental Investigation of the Derivative Cutting When Machining AISI 1045 with Micro-Textured Cutting Tools. Metals 2023, 13, 1587. [Google Scholar] [CrossRef]
- Volosova, M.A.; Okunkova, A.A.; Hamdy, K.; Malakhinsky, A.P.; Gkhashim, K.I. Simulation of Mechanical and Thermal Loads and Microtexturing of Ceramic Cutting Inserts in Turning a Nickel-Based Alloy. Metals 2023, 13, 1241. [Google Scholar] [CrossRef]
- Pratap, A; Patra, K. Combined effects of tool surface texturing, cutting parameters and minimum quantity lubrication (MQL) pressure on micro-grinding of BK7 glass. J. Manuf. Process. 2020, 54, 374–392. [Google Scholar] [CrossRef]
- Xu, L.; Yang, D.; Zhang, Z.; Liu, M. Study of the Cutting Performance of Ti-6Al-4 V Alloys with Tools Fabricated with Different Microgroove Parameters. Materials 2025, 18, 4312. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Tong, X.; Wang, B. Research on the Friction Prediction Method of Micro-Textured Cemented Carbide–Titanium Alloy Based on the Noise Signal. Coatings 2025, 15, 843. [Google Scholar] [CrossRef]
- Cui, Y.; Wang, D.; Zheng, M.; Li, Q.; Mu, H.; Liu, C.; Xia, Y.; Jiang, H.; Wang, F.; Hu, Q. Study on Cutting Performance and Wear Resistance of Biomimetic Micro-Textured Composite Cutting Tools. Metals 2025, 15, 697. [Google Scholar] [CrossRef]
- Patel, K.V.; Jarosz, K.; Özel, T. Physics-Based Simulations of Chip Flow over Micro-Textured Cutting Tool in Orthogonal Cutting of Alloy Steel. J. Manuf. Mater. Process. 2021, 5, 65. [Google Scholar] [CrossRef]
- Tong, X.; Liu, X.; Yu, S. Anti-Friction and Anti-Wear Mechanisms of Micro Textures and Optimal Area Proportion in the End Milling of Ti6Al4V Alloy. J. Manuf. Mater. Process. 2019, 3, 91. [Google Scholar] [CrossRef]
- Liu, Y.; Wang, G.; Jia, F.; Jiang, X.; Jiang, N.; Wang, C.; Lin, Z. Improvements in Wettability and Tribological Behavior of Zirconia Artificial Teeth Using Surface Micro-Textures. Materials 2025, 18, 3117. [Google Scholar] [CrossRef]
- Sheng, Z.; Zhu, H.; He, Y.; Shao, B.; Sheng, Z.; Wang, S. Tribological Effects of Surface Biomimetic Micro–Nano Textures on Metal Cutting Tools: A Review. Biomimetics 2025, 10, 283. [Google Scholar] [CrossRef]
- Shang, P.; Liu, B.; Guo, C.; Cui, P.; Hou, Z.; Jin, F.; Zhang, J.; Guo, S.; Huang, Y.; Zhang, W. Study on Effect of Surface Micro-Texture of Cemented Carbide on Tribological Properties of Bovine Cortical Bone. Micromachines 2024, 15, 994. [Google Scholar] [CrossRef]
- Thirumalai Kumaran, S.; Ko, T. J.; Uthayakumar, M.; Adam Khan, M.; Niemczewska-Wójcik, M. Surface texturing by dimple formation in TiAlSiZr alloy using μ-EDM. J. Aust. Ceram. Soc. 2017, 53, 821–828. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Okunkova, A.A.; Volosova, M.A.; Hamdy, K.; Metel, A.S. Electrical Discharge Machining of Al2O3 Using Copper Tape and TiO2 Powder-Mixed Water Medium. Technologies 2022, 10, 116. [Google Scholar] [CrossRef]
- Hernández-Pérez, M.; Hernández-Castellano, P.M.; Salguero-Gómez, J.; Sánchez-Morales, C.J. Improved Design of Electroforming Equipment for the Manufacture of Sinker Electrical Discharge Machining Electrodes with Microtextured Surfaces. Materials 2025, 18. [Google Scholar] [CrossRef] [PubMed]
- Volosova, M.A.; Okunkova, A.A.; Kropotkina, E.Y.; Mustafaev, E.S.; Gkhashim, K.I. Wear Resistance of Ceramic Cutting Inserts Using Nitride Coatings and Microtexturing by Electrical Discharge Machining. Eng 2025, 6, 11. [Google Scholar] [CrossRef]
- Rosas, J.; Lopes, H.; Guimarães, B.; Piloto, P.A.G.; Miranda, G.; Silva, F.S.; Paiva, O.C. Influence of Micro-Textures on Cutting Insert Heat Dissipation. Appl. Sci. 2022, 12, 6583. [Google Scholar] [CrossRef]
- Tong, X.; Wang, X.; Li, X.; Wang, B. Study on the Optimization of Textured Coating Tool Parameters Under Thermal Assisted Process Conditions. Coatings 2025, 15, 876. [Google Scholar] [CrossRef]
- Xu, L.; Yang, D.; Zhang, Z.; Liu, M. Study of the Cutting Performance of Ti-6Al-4 V Alloys with Tools Fabricated with Different Microgroove Parameters. Materials 2025, 18, 4312. [Google Scholar] [CrossRef] [PubMed]
- Picard, Y.N.; Adams, D.P.; Vasile, M.J.; Ritchey, M.B. Focused ion beam-shaped microtools for ultra-precision machining of cylindrical components. Precision Engineering 2003, 27, 59–69. [Google Scholar] [CrossRef]
- Chayeuski, V.; Zhylinski, V.; Kazachenko, V.; Tarasevich, A.; Taleb, A. Structural and Mechanical Properties of DLC/TiN Coatings on Carbide for Wood-Cutting Applications. Coatings 2023, 13, 1192. [Google Scholar] [CrossRef]
- Grigoriev, SN; Volosova, MA; Okunkova, AA; Fedorov, SV; Hamdy, K; Podrabinnik, PA. Elemental and Thermochemical Analyses of Materials after Electrical Discharge Machining in Water: Focus on Ni and Zn. Materials 2021, 14, 3189. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Podrabinnik, P.A. Sub-Microstructure of Surface and Subsurface Layers after Electrical Discharge Machining Structural Materials in Water. Metals 2021, 11, 1040. [Google Scholar] [CrossRef]
- Grigor’ev, S.N.; Fedorov, S.V.; Pavlov, M.D.; Okun’kova, A.A.; So, Ye Min. Complex surface modification of carbide tool by Nb plus Hf plus Ti alloying followed by hardfacing (Ti plus Al)N. Journal of Friction and Wear 2013, 34, 14–18. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Volosova, M.A.; Okunkova, A.A.; Fedorov, S.V.; Hamdy, K.; Podrabinnik, P.A.; Pivkin, P.M.; Kozochkin, M.P.; Porvatov, A.N. Wire Tool Electrode Behavior and Wear under Discharge Pulses. Technologies 2020, 8, 49. [Google Scholar] [CrossRef]
- Thirumalai Kumaran, S.; Ko, T.J.; Uthayakumar, M.; Adam Khan, M.; Niemczewska-Wójcik, M. Surface texturing by dimple formation in TiAlSiZr alloy using μ-EDM. J. Aust. Ceram. Soc. 2017, 53, 821–828. [Google Scholar] [CrossRef]
- Rao, C.M.; Rao, S.S.; Herbert, M.A. Development of novel cutting tool with a micro-hole pattern on PCD insert in machining of titanium alloy. J. Manuf. Process. 2018, 36, 93–103. [Google Scholar] [CrossRef]
- Fernández-Lucio, P.; Villarón-Osorno, I.; Pereira Neto, O.; Ukar, E.; López de Lacalle, L.N.; Gil del Val, A. Effects of laser-textured on rake face in turning PCD tools for Ti6Al4V. J. Mater. Res. Technol. 2021, 15, 177–188. [Google Scholar] [CrossRef]
- Su, Y.; Li, L.; Wang, G.; Zhong, X. Cutting mechanism and performance of high-speed machining of a titanium alloy using a super-hard textured tool. J. Manuf. Process. 2018, 34, 706–712. [Google Scholar] [CrossRef]
- Wang, X.; et al. Evaluation of the cutting performance of micro-groove-textured PCD tool on SiCp/Al composites. Ceram. Int. 2021, 48, 32389–32398. [Google Scholar] [CrossRef]
- Sakthivel, G.; Sathiya Narayanan, N.; Vedha Hari, B. N.; Sriraman, N.; AanandhaManikandan, G.; Suraj Nanduru, V.S.P. Performance of surface textured PCD inserts with wettability chemical solutions for machining operation. Mater. Today Proc. 2021, 46, 8283–8287. [Google Scholar] [CrossRef]
- Wu, F.; Zhang, N.; Peng, W.; Sun, Y.; Li, X.; Wang, Z. A novel hybrid micro-texture for improving the wear resistance of PCD tools on cutting SiCp/Al composites. J. Manuf. Process. 2023, 101, 930–942. [Google Scholar] [CrossRef]
- Hao, X.; Cui, W.; Li, L.; Li, H.; Khan, A. M.; He, N. Cutting performance of textured polycrystalline diamond tools with composite lyophilic/lyophobic wettabilities. J. Mater. Process. Technol. 2018, 260, 1–8. [Google Scholar] [CrossRef]
- Ghosh, P.; Pacella, M. Effect of laser texturing on the performance of ultra-hard single-point cutting tools. Int. J. Adv. Manuf. Technol. 2020, 106, 2635–2648. [Google Scholar] [CrossRef]
- Su, Y.; Li, L.; He, N.; Zhao, W. Experimental study of fiber laser surface texturing of polycrystalline diamond tools. Int. J. Refract. Met. Hard Mater. 2014, 45, 117–124. [Google Scholar] [CrossRef]
- Maeng, S.; Min, S. Dry Ultra-Precision Machining of Tungsten Carbide with Patterned nano PCD Tool. Procedia Manuf. 2020, 48, 452–456. [Google Scholar] [CrossRef]
- Grigoriev, S.N.; Metel, A.S.; Tarasova, T.V.; Filatova, A.A.; Sundukov, S.K.; Volosova, M.A.; Okunkova, A.A.; Melnik, Y.A.; Podrabinnik, P.A. Effect of Cavitation Erosion Wear, Vibration Tumbling, and Heat Treatment on Additively Manufactured Surface Quality and Properties. Metals 2020, 10, 1540. [Google Scholar] [CrossRef]
- Grigor’ev, S.N.; Fedorov, S.V.; Pavlov, M.D.; Okun’kova, A.A.; So, Y.M. Complex surface modification of carbide tool by Nb + Hf + Ti alloying followed by hardfacing (Ti + Al)N. J. Frict. Wear 2013, 34, 14–18. [Google Scholar] [CrossRef]
- Momma, C; Nolte, S; Chichkov, BN; Alvensleben, FV; Tünnermann, A. Precise laser ablation with ultrashort pulses. Appl Surf Sci 1997, 109–110, 15–9. [Google Scholar] [CrossRef]
- Chichkov, B.N.; Momma, C.; Nolte, S.; Von Alvensleben, F.; Tünnermann, A. Femtosecond, picosecond and nanosecond laser ablation of solids. Appl Phys A Mater Sci Process 1996, 63, 109–15. [Google Scholar] [CrossRef]
- Wang, X.; Popov, V.L.; Yu, Z.; Li, Y.; Xu, J.; Li, Q.; Yu, H. Preparation of Micro-Pit-Textured PCD Tools and Micro-Turning Experiment on SiCp/Al Composites. Micromachines 2022, 13, 1141. [Google Scholar] [CrossRef]
- Sun, X.; Li, Y.; Yu, Z.; Xu, J.; Yu, H. Micro-hole texture prepared on PCD tool by nanosecond laser. Opt. Laser Technol. 2021, 147, 107615. [Google Scholar] [CrossRef]
- Fang, S.; Klein, S. Surface structuring of polycrystalline diamond (PCD) using ultrashort pulse laser and the study of force conditions. Int. J. Refract. Met. Hard Mater. 2019, 84, 105036. [Google Scholar] [CrossRef]
- Gusarov, A.V.; Okun’kova, A.A.; Peretyagin, P.Y.; et al. Means of Optical Diagnostics of Selective Laser Melting with Non-Gaussian Beams. Meas Tech 2015, 58, 872–877. [Google Scholar] [CrossRef]
- Okunkova, A.A.; Shekhtman, S.R.; Metel, A.S.; Suhova, N.A.; Fedorov, S.V.; Volosova, M.A.; Grigoriev, S.N. On Defect Minimization Caused by Oxide Phase Formation in Laser Powder Bed Fusion. Metals 2022, 12, 760. [Google Scholar] [CrossRef]
- Okunkova, A.; Peretyagin, P.; Vladimirov, Yu.; et al. Laser-beam modulation to improve efficiency of selecting laser melting for metal powders. Proc. SPIE 2014, 9135, 913524. [Google Scholar]
- Jouini, N.; Yaqoob, S.; Ghani, J.A.; Mehrez, S. Tool Wear Effect on Machinability and Surface Integrity in MQL and Cryogenic Hard Turning of AISI 4340. Materials 2025, 18, 5423. [Google Scholar] [CrossRef]
- Kowalczyk, M. Influence of Cooling Strategies on Surface Integrity After Milling of NiTi Alloy. Materials 2025, 18, 5472. [Google Scholar] [CrossRef]
- Caudill, J.; Sarvesha, R.; Chen, G.; Jawahir, I.S. An Investigation of the Effects of Cutting Edge Geometry and Cooling/Lubrication on Surface Integrity in Machining of Ti-6Al-4V Alloy. J. Manuf. Mater. Process. 2024, 8, 240. [Google Scholar] [CrossRef]
- Kaynak, Y.; Gharibi, A. Progressive Tool Wear in Cryogenic Machining: The Effect of Liquid Nitrogen and Carbon Dioxide. J. Manuf. Mater. Process. 2018, 2, 31. [Google Scholar] [CrossRef]
Figure 1.
Microtextures formed on the rake face of the PCD tool: (a) a profile of the microtextures, where w is a groove width, s is a step between grooves, and d is a depth of a groove; (b) directions of microgrooves, where 1 is a rake face of the PCD insert, 2 is a chamfer, 3 is a single groove, and 4 is a direction of the formed groove.
Figure 1.
Microtextures formed on the rake face of the PCD tool: (a) a profile of the microtextures, where w is a groove width, s is a step between grooves, and d is a depth of a groove; (b) directions of microgrooves, where 1 is a rake face of the PCD insert, 2 is a chamfer, 3 is a single groove, and 4 is a direction of the formed groove.
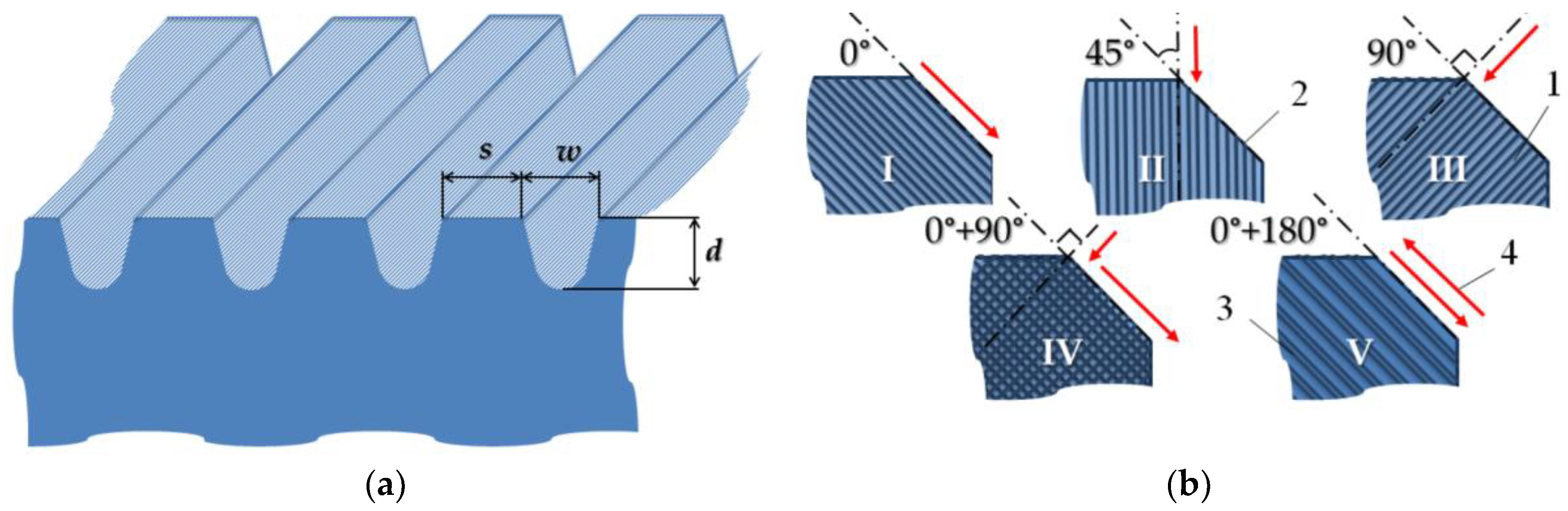
Figure 2.
Nanogrooves on the rake face of the PCD tool produced by focused ion beam: (a) parallel; (b) perpendicular.
Figure 2.
Nanogrooves on the rake face of the PCD tool produced by focused ion beam: (a) parallel; (b) perpendicular.
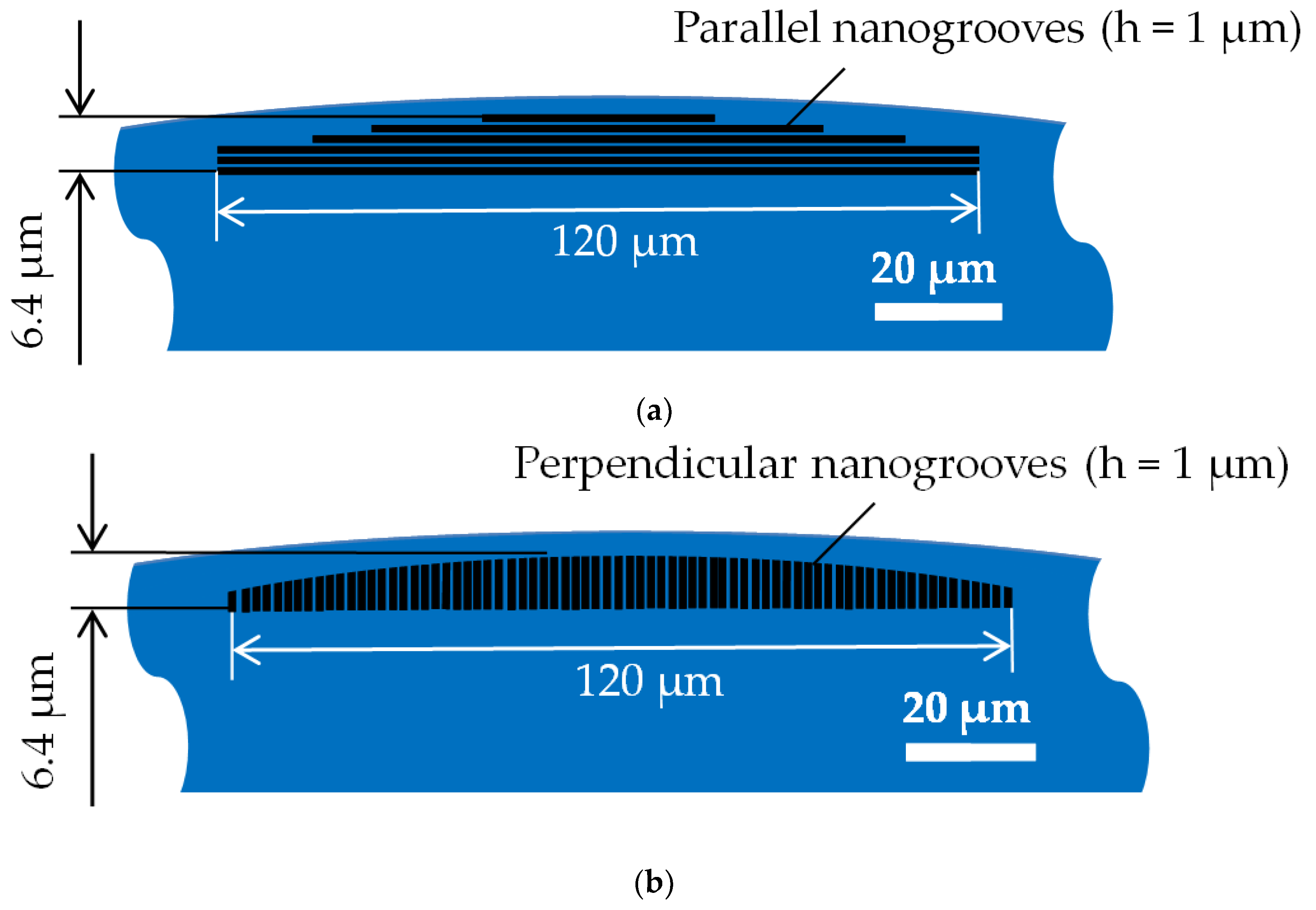
Figure 3.
Graphical presentation of the micro/nanotextures on the rake face of the PCD cutting insert produced by fiber laser: (a) parallel to the chip flow direction; (b) perpendicular to the chip flow direction; (c) parallel to the main cutting edge.
Figure 3.
Graphical presentation of the micro/nanotextures on the rake face of the PCD cutting insert produced by fiber laser: (a) parallel to the chip flow direction; (b) perpendicular to the chip flow direction; (c) parallel to the main cutting edge.
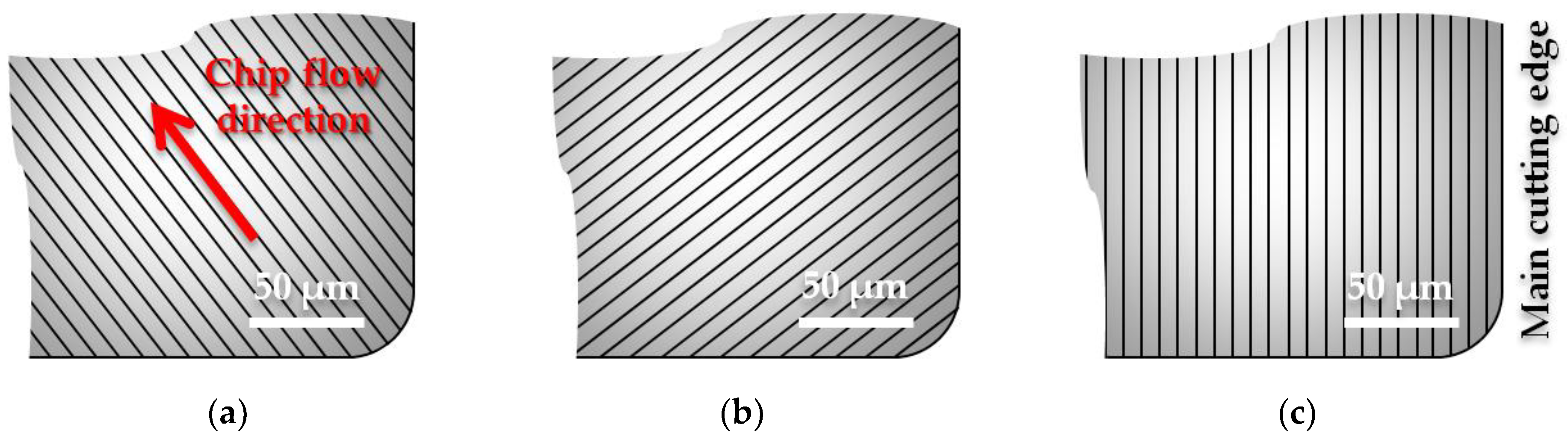
Figure 4.
Illustration of the simulation results of the temperature fields and features of chip flow in cutting homogenous material with a cutting tool: (a) without microtextures; (b) with rectangle profile in plan microtextures; (c) with microtextures with a chamfer; (d) with microtextures with rounded edges, where f is a feed direction, ap is a cutting depth, (1) is a cutting tool, (2) is homogenous material of the workpiece, (3) is an area of the contact between the cutting tool and workpiece (contact pad), (4) is formation of the chip, (5) is a rectangle in plan microtexture, (6) is formation of the gap between the cutting tool and workpiece, (7) is a microtexture with a chamfer, (8) is an extrusion of the material into the kerf, (9) is a microtexture with round edges, (10) is absence of the contact between the cutting tool and workpiece (stable gap).
Figure 4.
Illustration of the simulation results of the temperature fields and features of chip flow in cutting homogenous material with a cutting tool: (a) without microtextures; (b) with rectangle profile in plan microtextures; (c) with microtextures with a chamfer; (d) with microtextures with rounded edges, where f is a feed direction, ap is a cutting depth, (1) is a cutting tool, (2) is homogenous material of the workpiece, (3) is an area of the contact between the cutting tool and workpiece (contact pad), (4) is formation of the chip, (5) is a rectangle in plan microtexture, (6) is formation of the gap between the cutting tool and workpiece, (7) is a microtexture with a chamfer, (8) is an extrusion of the material into the kerf, (9) is a microtexture with round edges, (10) is absence of the contact between the cutting tool and workpiece (stable gap).
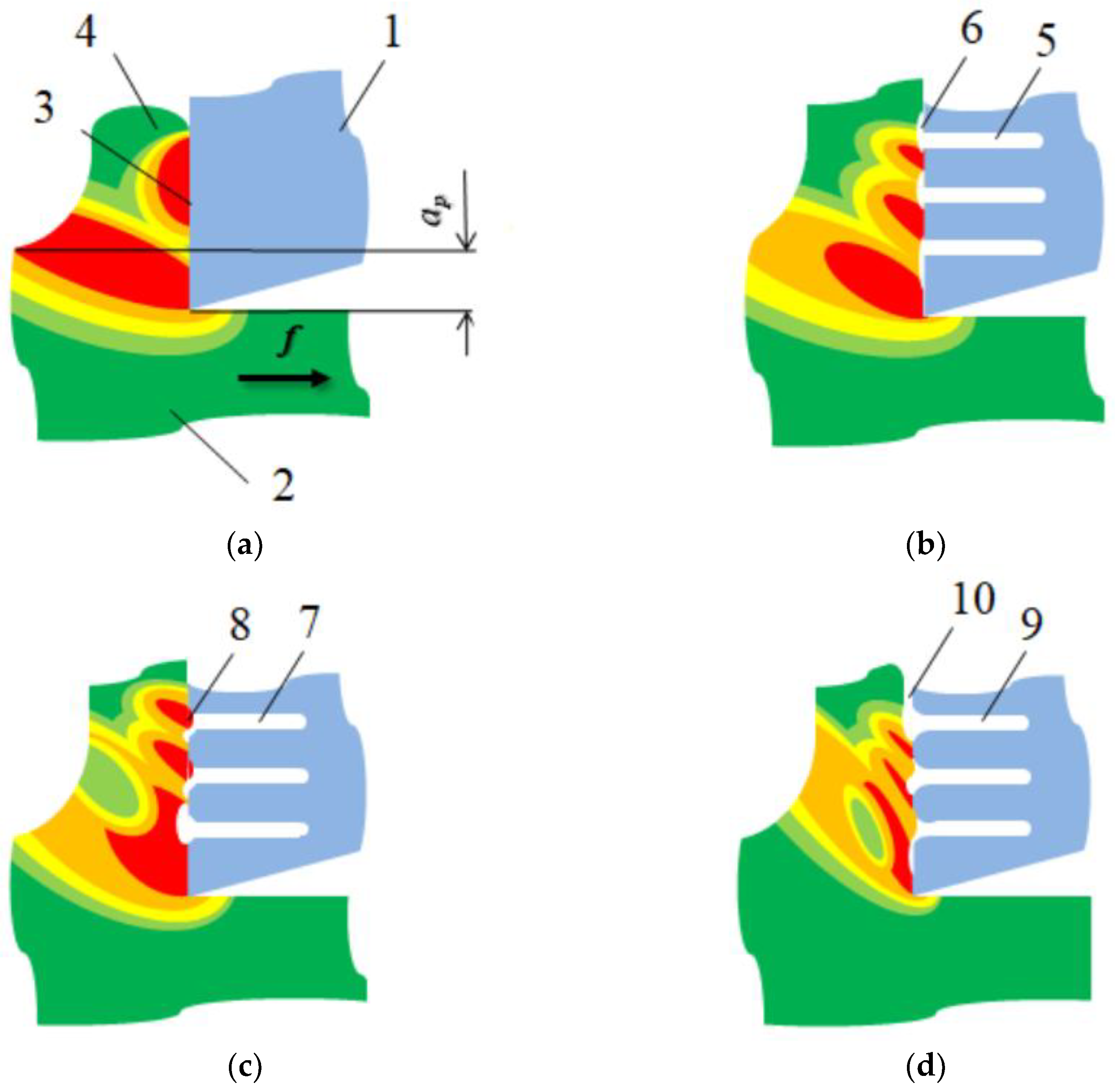
Figure 6.
Three types of the developed and produced microtextures on the rake face of cutting tool made of hard alloy and inlaid with PCD for testing in milling SiCp/Al composite.
Figure 6.
Three types of the developed and produced microtextures on the rake face of cutting tool made of hard alloy and inlaid with PCD for testing in milling SiCp/Al composite.
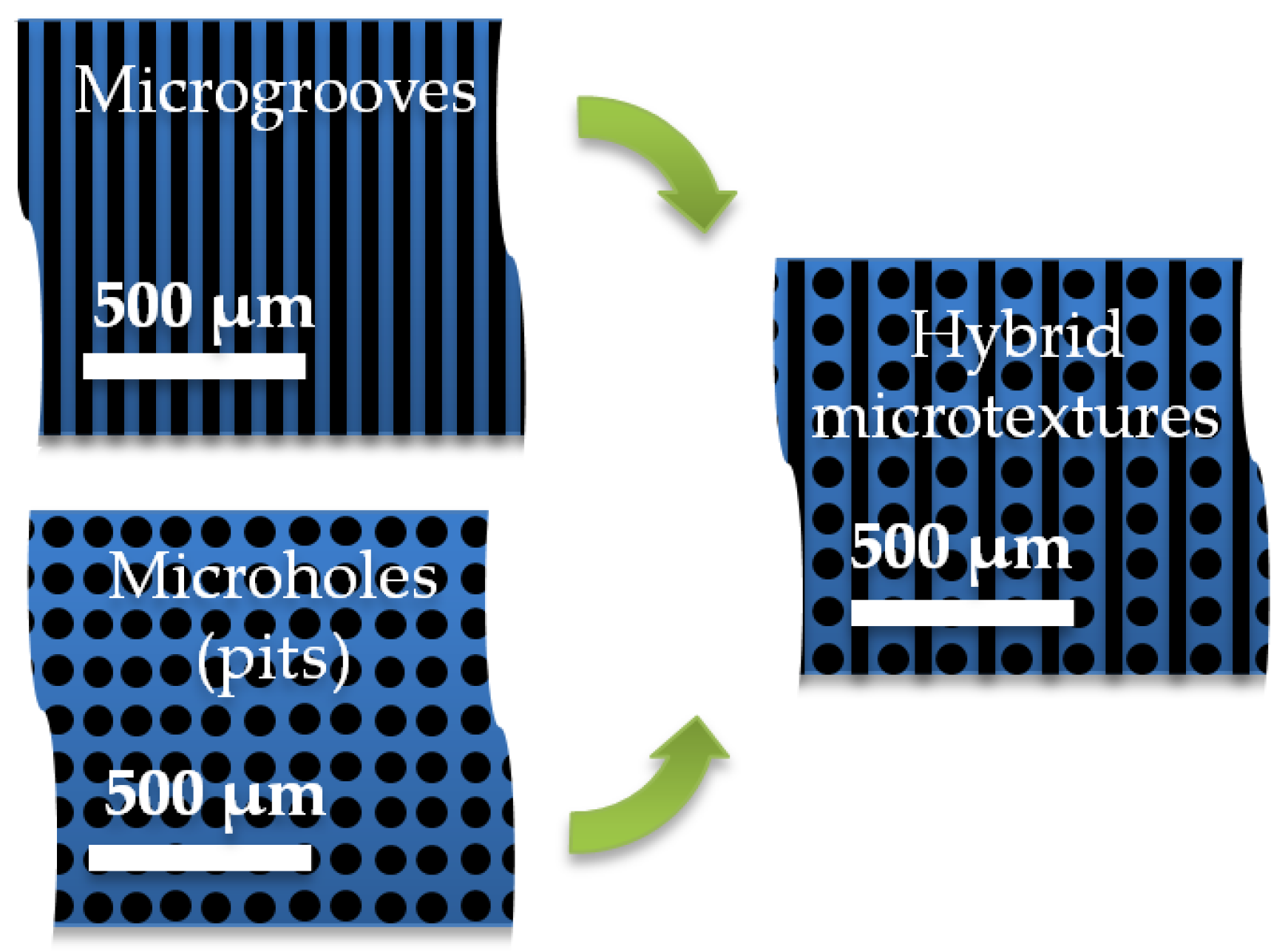
Figure 7.
The influence of the fiber laser factors on the parameters of the microtextures produced on the rake face of the PCD tool depending on: (a) scanning speed; (b) pulse frequency; (c) laser power; (d) defocusing distance.
Figure 7.
The influence of the fiber laser factors on the parameters of the microtextures produced on the rake face of the PCD tool depending on: (a) scanning speed; (b) pulse frequency; (c) laser power; (d) defocusing distance.
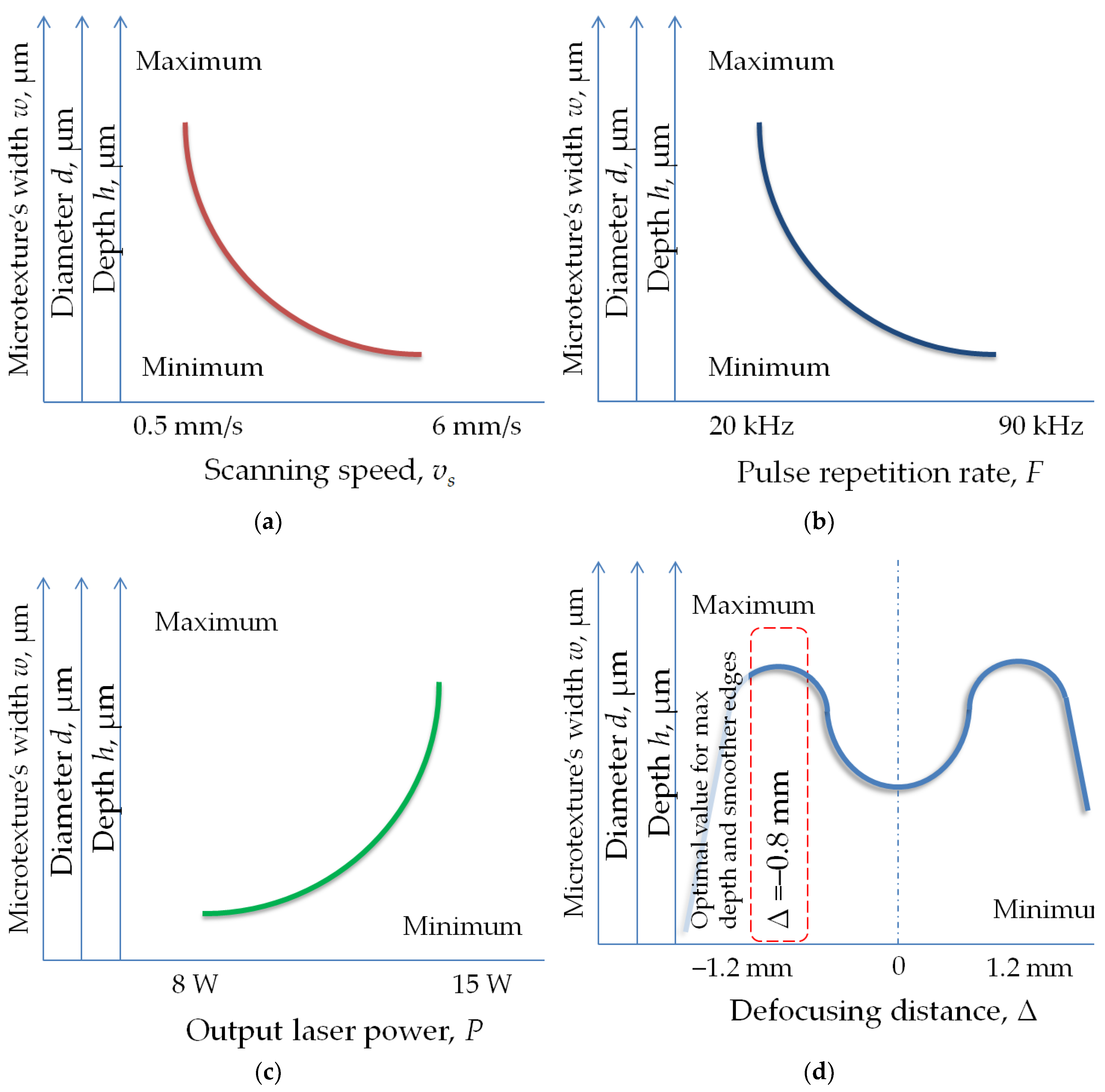
Figure 8.
The dependence of the microhole parameters (diameter and depth) on the nano-second laser factors in microtexturing of the PCD cutting insert rake face: (a) pulse frequency; (b) power.
Figure 8.
The dependence of the microhole parameters (diameter and depth) on the nano-second laser factors in microtexturing of the PCD cutting insert rake face: (a) pulse frequency; (b) power.
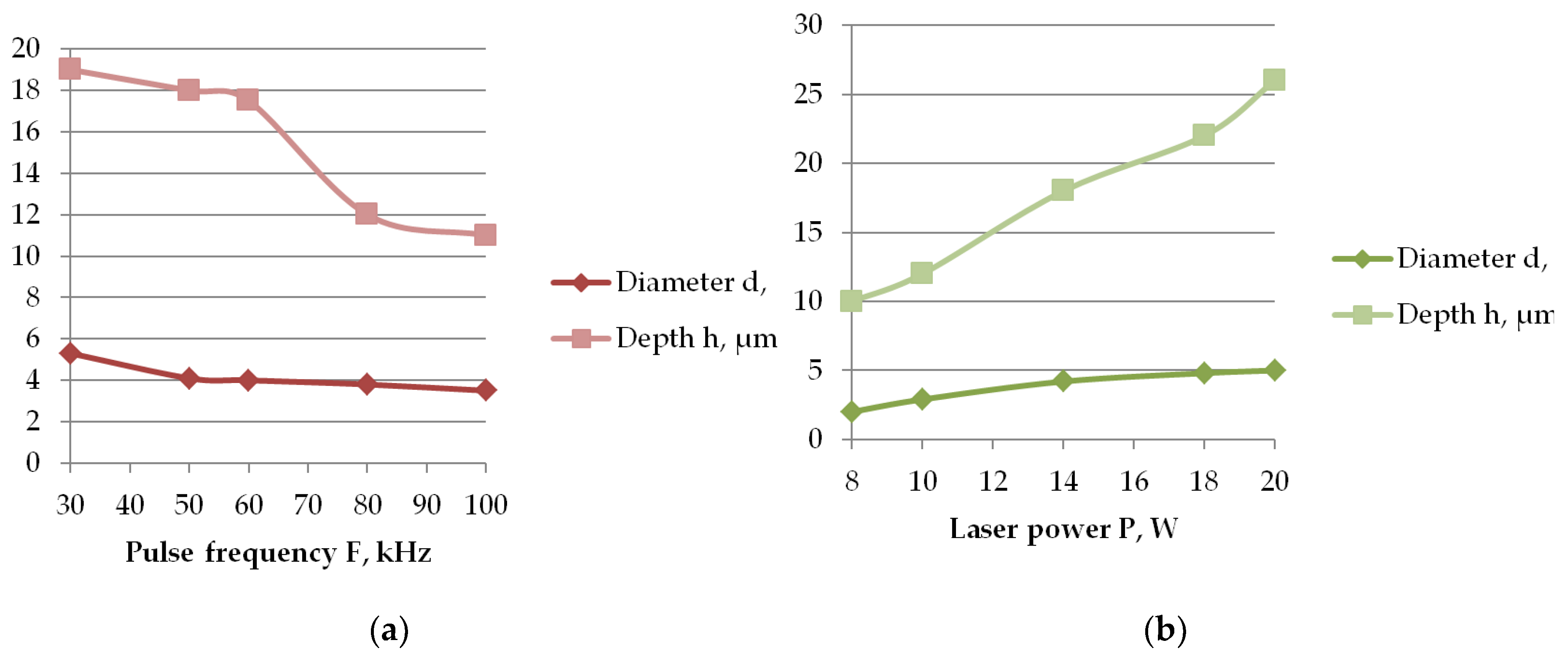
Figure 9.
Graphical presentation of the microtextures on the PCD sample produced by femto-second laser: (a) microholes (dimples); (b) microgrooves; (c) micronodes (cross-hatching).
Figure 9.
Graphical presentation of the microtextures on the PCD sample produced by femto-second laser: (a) microholes (dimples); (b) microgrooves; (c) micronodes (cross-hatching).
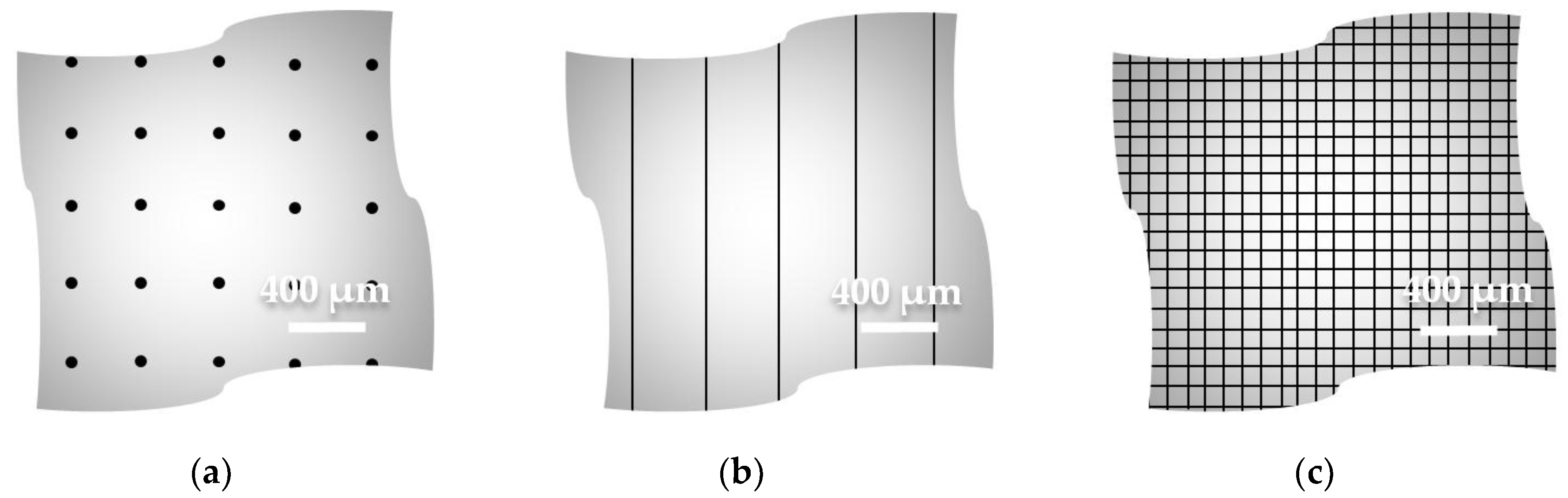
Figure 10.
The correlation between the coefficient of friction of the PCD samples with various types of microtextures and the microtexture area (%): (a) coefficient of friction; (b) microtexture area (%), which was calculated as follows:
Figure 10.
The correlation between the coefficient of friction of the PCD samples with various types of microtextures and the microtexture area (%): (a) coefficient of friction; (b) microtexture area (%), which was calculated as follows:
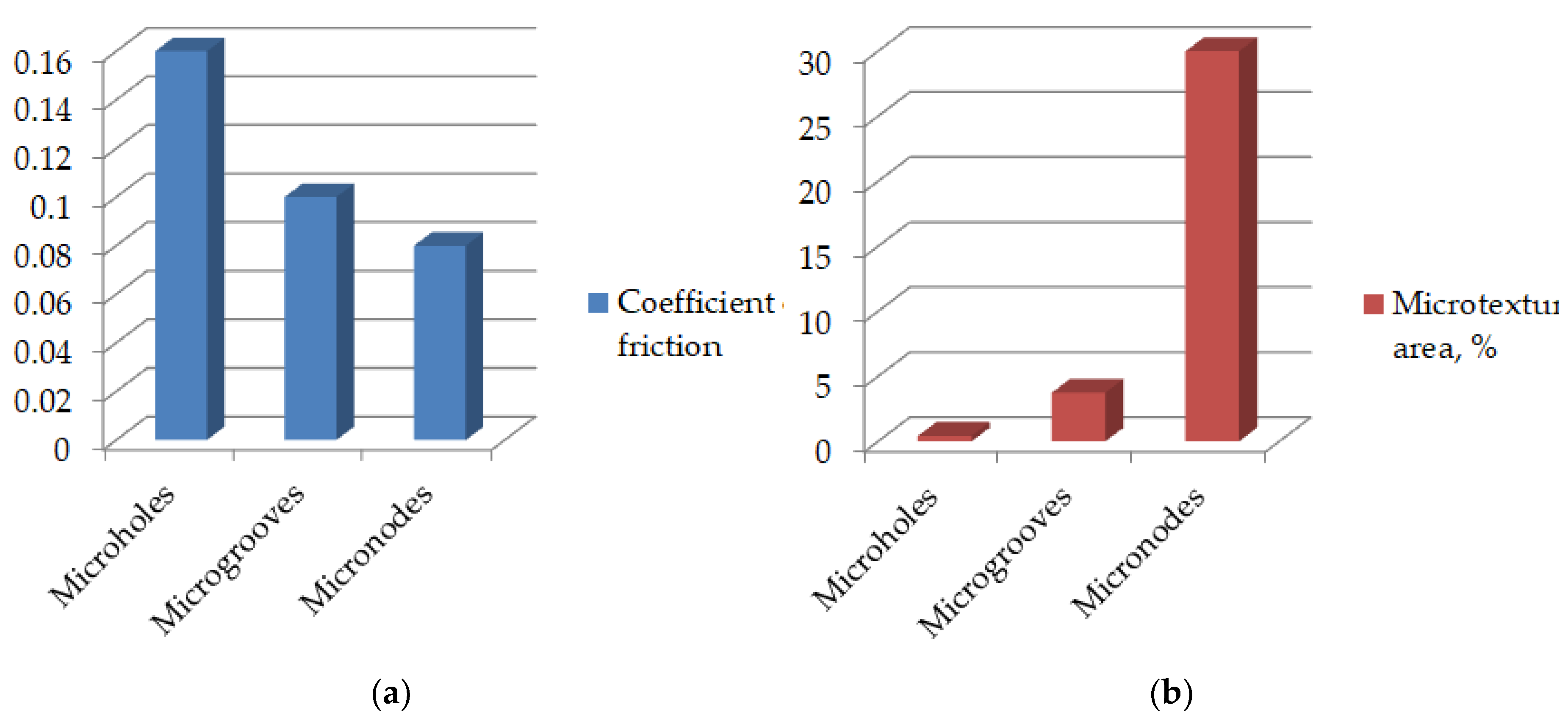
Figure 11.
The flank wear chamfer of non-textured and microgrooved PCD tool options without lubrication and with CMQL at a feed rate (f) of 0.19 mm/r, a width of cut (ae) of 2 mm, and a cutting speed (vc) of ~176 m/min (a); the coefficient of friction μ for different experiment options at the cutting speed (vc) from 20 to 180 m/min (b).
Figure 11.
The flank wear chamfer of non-textured and microgrooved PCD tool options without lubrication and with CMQL at a feed rate (f) of 0.19 mm/r, a width of cut (ae) of 2 mm, and a cutting speed (vc) of ~176 m/min (a); the coefficient of friction μ for different experiment options at the cutting speed (vc) from 20 to 180 m/min (b).
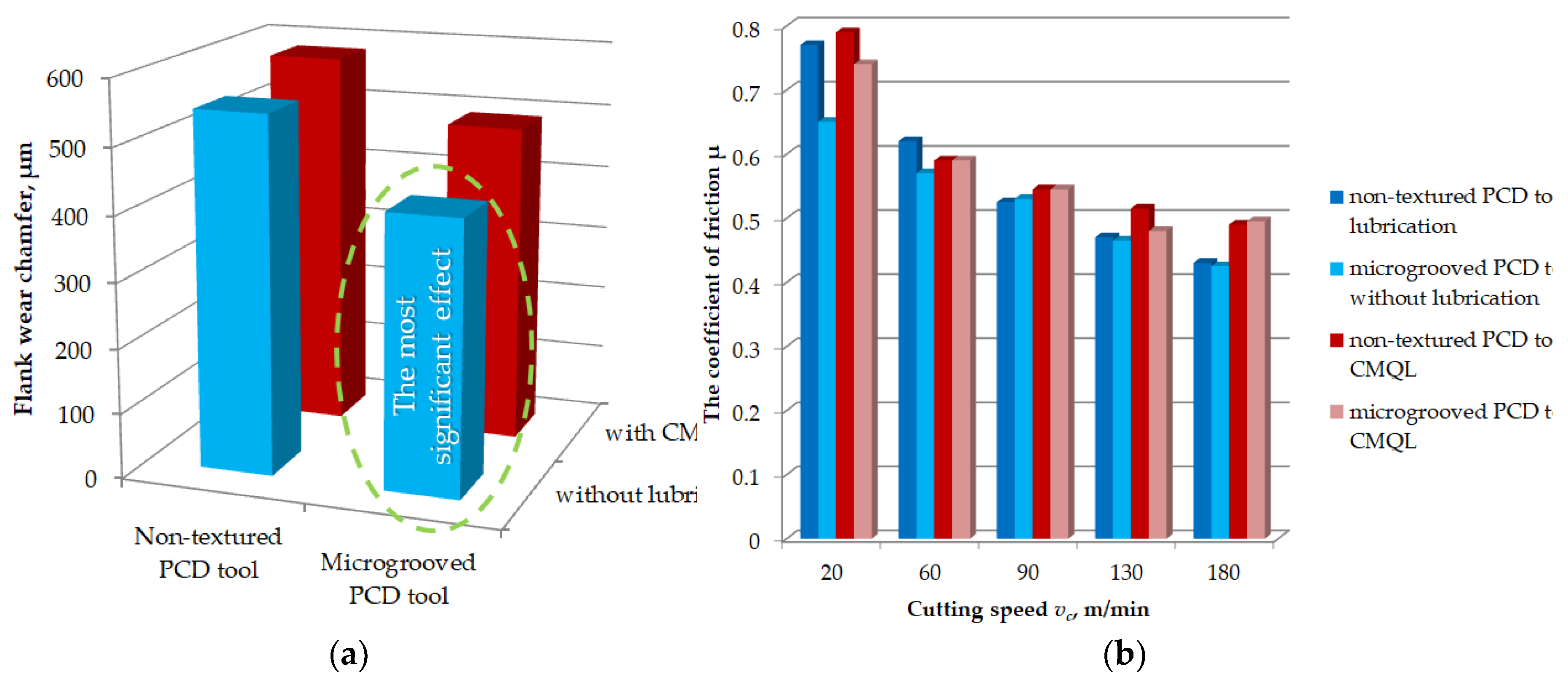
Figure 12.
The schematic of the dip- and drop-coating methods for providing lyophobic wettability to the PCD cutting insert.
Figure 12.
The schematic of the dip- and drop-coating methods for providing lyophobic wettability to the PCD cutting insert.
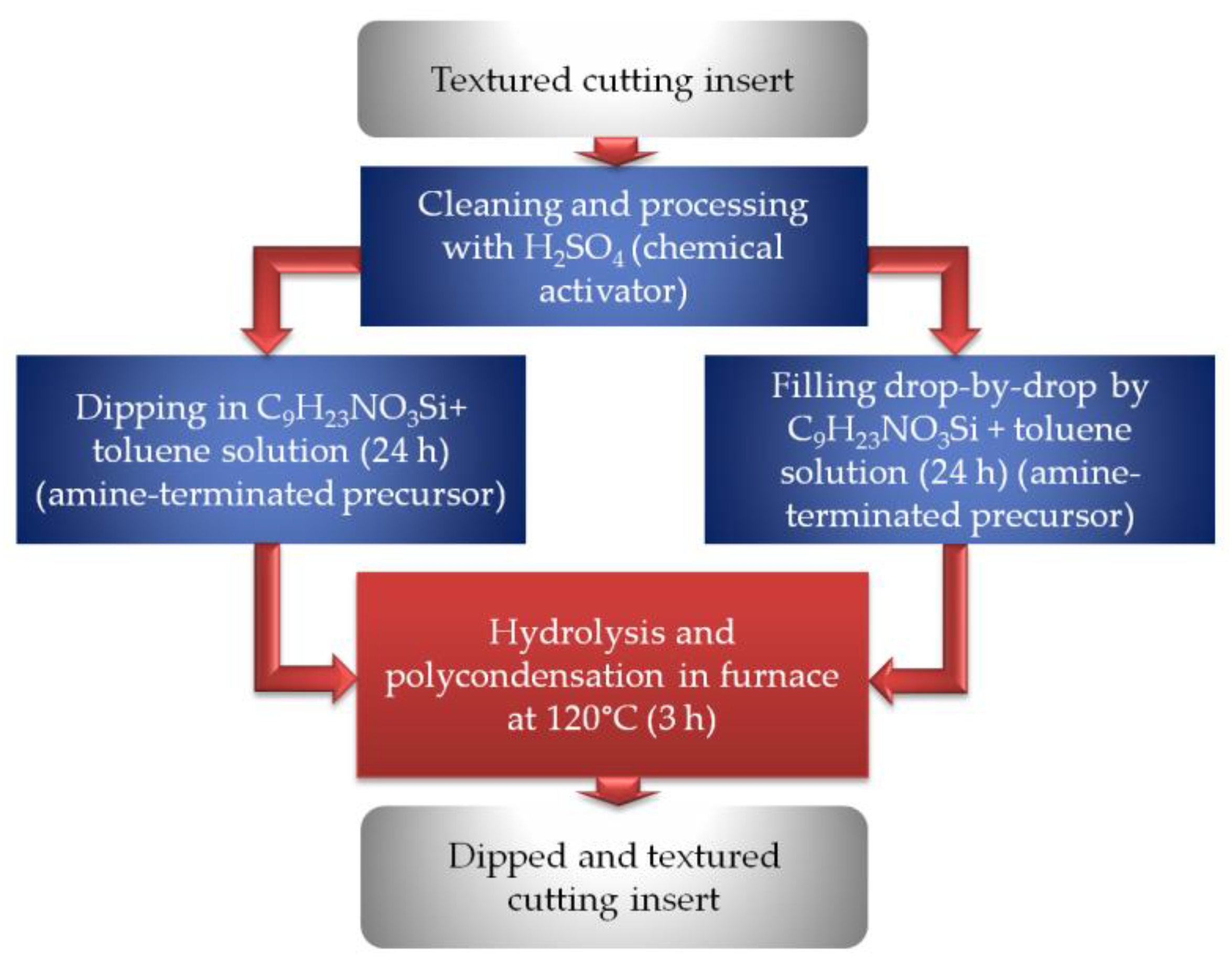
Figure 13.
The influence of the fluorination on the wettability of the micro/nanotextured and non-textured PCD tools: (a) emulsion contact angle histogram for different PCD tool options; (b) the approximate shape of the cutting liquid depending on emulsion contact angle for different PCD tool options; (c) micro/nano textures on the rake face of PCD tool; (d) microgrooves on the rake face of PCD tool.
Figure 13.
The influence of the fluorination on the wettability of the micro/nanotextured and non-textured PCD tools: (a) emulsion contact angle histogram for different PCD tool options; (b) the approximate shape of the cutting liquid depending on emulsion contact angle for different PCD tool options; (c) micro/nano textures on the rake face of PCD tool; (d) microgrooves on the rake face of PCD tool.
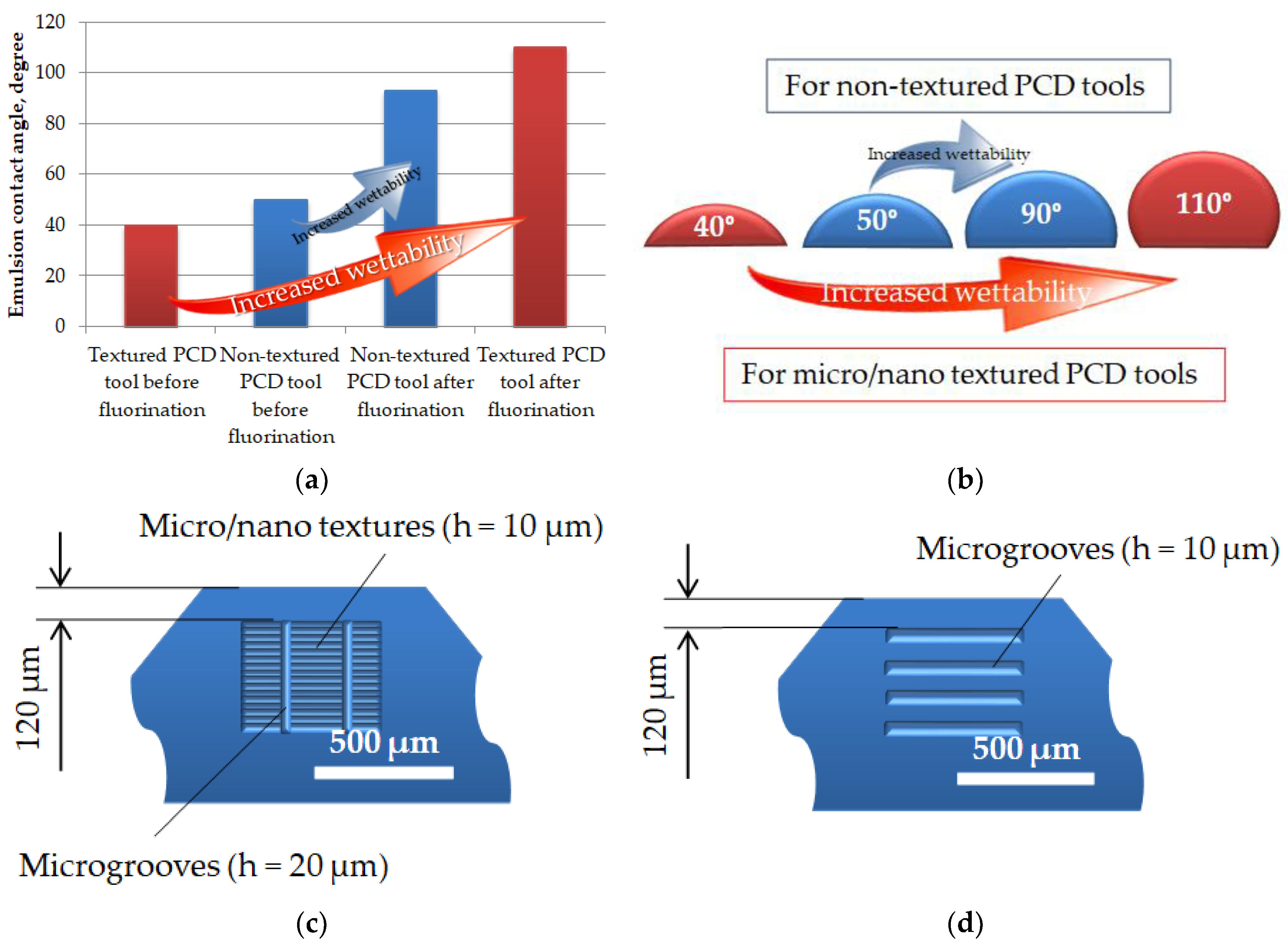

Table 1.
The correlation between the laser processing factors and microtexture parameters.
| Ref. | Microtexturing | Parameters of microtextures, µm | Effect | |
|---|---|---|---|---|
| Technology | Factors | |||
| [41] | Fiber laser | P=8–15 W, vs=0.5–6 mm/s, F=20–90 kHz, Δ=0.5–1.2 mm | Microgrooves and microholes: w= 30 µm, h=55 µm for the microgrooves and d=60 µm, h=73 µm for the microholes | The width, diameter, and depth of the microtextures are reduced with a higher scanning speed and pulse repetition rate and a lower average output power; the maximum depth (h) and smoother edges were achieved when Δ=–0.8 mm |
| [48] | Nano-second laser | P=8–20 W, F=20–100 kHz, Δ=4 μm, λ=1064 nm, τ=100 ns, E=1 mJ (for 20W and 20 kHz), d0=1.265 µm (emission diameter = 6.5 mm), M2<1.4 |
Microholes d=2–10 µm | High laser power, low pulse frequency, and large positive defocus are used to process the PCD surface to obtain a large diameter. The vase-shaped micro-holes occur under circumstances of positive defocusing amount, low pulse frequency, and high power. |
| [49] | Femto-second laser | τ=150 fs, λ=800 nm, F= 1000 Hz, w0=8 mm, Δ=100 mm,E=600 μJ |
Microgrooves, microholes, micronodes (cross-hatching) | The coefficient of friction for micronodes was 0.08, CoF was 0.10 for microgrooves, and CoF was 0.16 for microholes |
Table 2.
Effect of microtextures on PCD tool performance in cutting hard-to-cut materials.
| Ref. | Workpiece material | Microtexturing | Parameters of microtextures, µm | Effect | |
|---|---|---|---|---|---|
| Technology | Factors | ||||
| [37] | Al 6061-T6 alloy | ND: YAG laser graving | Dip-coating method: fluoroalkyl silane solution for 24 h + oven at 120 °C for 3 h; Drop-coating method: fluoroalkyl silane solution drop-by-drop + oven at 120 °C for 3 h |
Cross-chevron textures + dip- and drop-based lyophobic wettability coatings: l=1.5 mm, wt=1.5 mm, w=80 µm, angle=40°, h=200 µm | Reduction was by 60–65% for cutting force and 60–62% for thrust force comparing the dip-based lyophobic wettability inserts with cross-chevron textures and non-textured cutting inserts |
| [39] | Ti6Al4V alloy | Fiber laser graving (1) + fluorination (2) + fiber laser graving (3) | Step 1 and 3: τ=100 ns, λ=1064 nm, Δ=210 mm, E = 0.25 mJ and 0.27 mJ, vs = 80 mm/s and 200 mm/s, laser scanning times β = 2 and 1; Step 2: 0.8% fluoroalkyl silane solution for 24 h + oven at 140 °C for 120 min |
Micro/nano textures: m=120µm, w=30 µm, (1) s=30 μm, h=20 µm for textures with the peaks of 10 µm; (3) h=20 µm for microgrooves |
The coefficient of friction for fluorinated textured tools decreased by 11–12%, the flank wear was reduced by 22.3%, reduction in cutting forces by 4–6% |
Table 3.
Effect of microtextures on PCD tool performance in cutting hard-to-cut materials.
| Ref. | Cutting technology | Cutting tool | Workpiece material | Microtexturing | Parameters of microtextures, µm | Effect | |
|---|---|---|---|---|---|---|---|
| Technology | Factors | ||||||
| [33] | Turning | PCD cutting insert | Ti6Al4V alloy | Electrical discharge machining | Copper wires with diameters of 0.4 mm and 0.6 mm + Deionized water | Microholes with tunnels | Tool flank wear reductions by 40–62% |
| [34] | Turning | PCD cutting insert | Ti6Al4V alloy | Laser micro graving | τ=250 ns, F=30–50 Hz, vs=300–500 mm/s | Microgrooves: m=100 µm, w=50 µm, s=50 µm, d=10 µm, r=0.02–0.05 mm; h=10 µm | Helical chip shape at 0° and 45°, no reduction in cutting forces, insignificant reduction in roughness |
| [35] | Turning | PCD tool | Ti6Al4V alloy | Fiber laser graving | λ=1055–1070 nm, τ=100 ns, vs= 2 mm/s F=20 kHz, P=12 W; Δ=–0.6 mm, β=50 times, production time=1500 s | Microgrooves: m=300 µm; l=1500 µm, w=60 µm, h=~60–63 µm, s=85 µm | The microgrooved tool reduced the flank wear by 23.6%; the coefficient of friction μ for the microgrooved tool without lubrication was 3%–18% less than that for the non-textured PCD tool with cryogenic lubrication |
| [36] | Micro–cutting | PCD tool | SiCp/Al composite | Infrared nanosecond pulsed laser ablation | Pause p=100 ns, F=20kHz, λ=1064 nm, D0=6.5 mm | Microgrooves: m=25–45 µm, w=16 µm, s=40–80 µm, l=1000 µm, d=70 µm, h=70 µm | Microgrooves with m=35 µm and s=40 µm – reduction in cutting forces by 4–20% and Ra by 22% |
| [38] | Milling | Hard alloy tool inlaid with PCD | SiCp/Al composite | Femtosecond laser ablation | U=100 mW 1, vs=0.5 mm/s | Hybrid: d = 50 µm, w = 15 µm, s1 = s2 =70 µm | The operational life was improved by 2.13 times, the flank wear was reduced by 54%; Ra was 1.4 µm |
| [40] | Turning | PCD cutting insert | Al 6082 alloy | Fiber laser | Fiber laser: P=70W, λ = 1064 nm, τ = 260 ns, F=70 kHz | Microgrooves: h=260 nm, w=7 μm, s=20 μm | Parallel-to-chip-flow-direction grooves reduced the cutting forces by 12%, adhesion by 59%, and the coefficient of friction by 14% |
| [42] | Ultra-precision machining | PCD tool | Tungsten carbide | Fused ion beam | Accelerating voltage of 30KeV, beam size of 600 pA, ions of Gallium, incident angle of 0°, ion dose of 20 nC/μm2 | Nanogrooves: m=2 µm; l=35–120 µm, w=0.8 µm, h=1 µm, s=1 µm |
The coefficient of friction of parallelly and perpendicularly nano-textured tools to the cutting direction of nano-textured tools was improved by 7% and 10%, respectively, Ra parameter was improved by 3–5% for parallelly textured tools. Perpendicularly textured tools have shown no effect |
| [47] | Turning | PCD tool | SiCp/Al composite | Nano-second laser | P=20 W, λ=1064 nm, τ=100 ns, F=20 kHz, D0=6.5 mm | Micropits: m=35 μm, s=60 μm. | The cutting forces were reduced by 22%; the black wear scratching, tool wear, and adhesion were reduced |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Copyright: This open access article is published under a Creative Commons CC BY 4.0 license, which permit the free download, distribution, and reuse, provided that the author and preprint are cited in any reuse.



